Le lavorazioni per deformazione plastica: la laminazione
Slide dall'Università di Pisa sulle lavorazioni per deformazione plastica: la laminazione. Il Pdf descrive i prodotti ottenuti tramite laminazione, come blumi e billette, e approfondisce la laminazione di lamiere sottili, con schemi di cilindri d'appoggio e treni di laminazione, per studenti universitari di Tecnologia.
Mostra di più25 pagine


Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
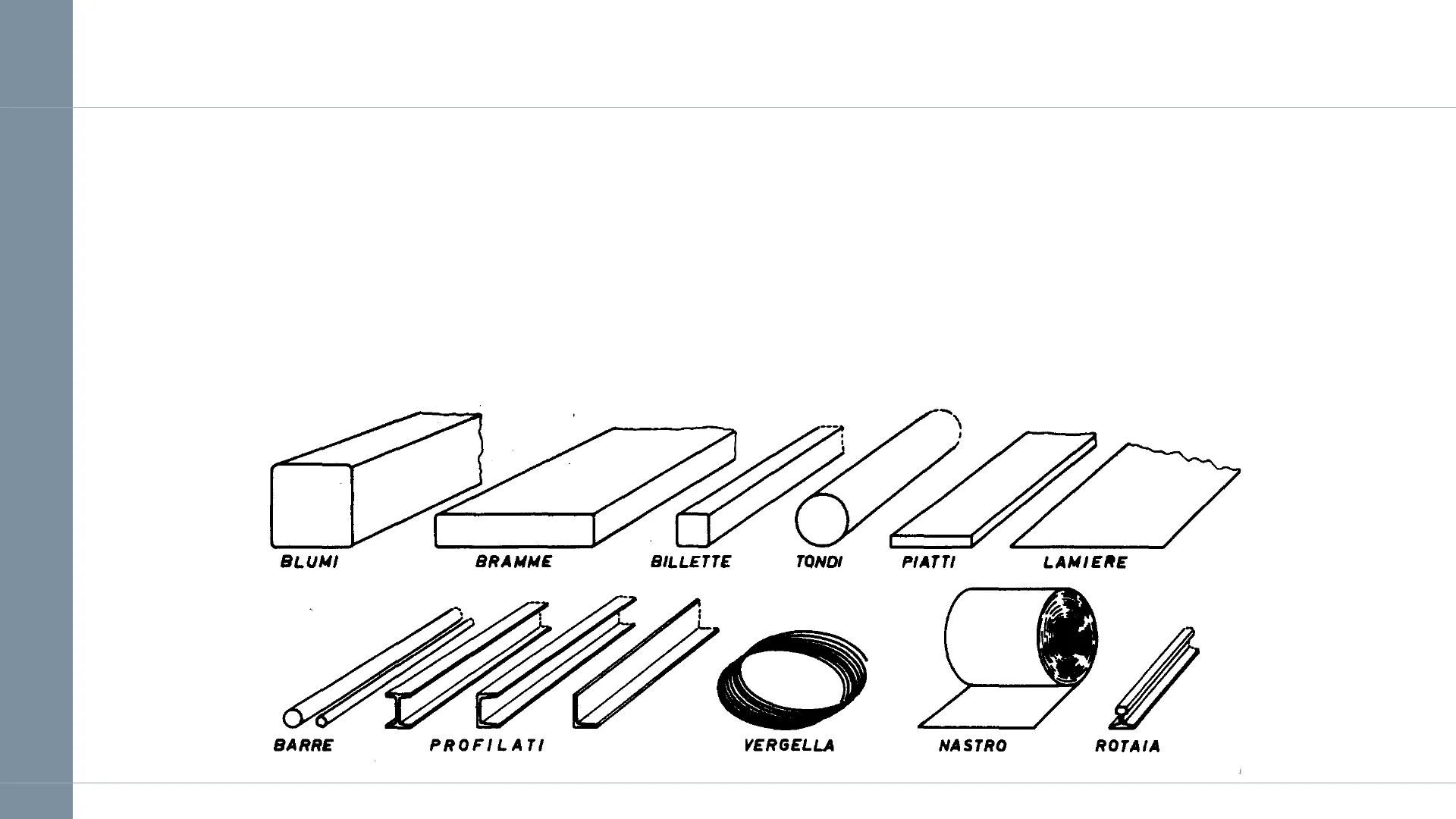
Pezzi di forma indefinita
› Blumi: prodotti di sezione quadrata con lato di dimensioni superiori a 130mm › Billette: prodotti di sezione quadrata con lato di dimensioni inferiori a 130mm e superiori a 40mm › Bramme: prodotti di sezione rettangolare con spessore maggiore di un quarto della larghezza e lato minore di almeno 100mm > Slebi: prodotti di forma piatta di varia sezione non rientranti nelle classi precedenti
BLUMI BRAMME BILLETTE TONDI PIATTI LAMIERE BARRE PROFILATI VERGELLA NASTRO ROTAIA 1
Pezzi di forma indefinita: Profilati, Barre, Lamiere, Vergella
> Profilati: nomenclatura impropria con forme caratteristiche a L, a T, a doppio T, ad U, ecc tipici delle costruzioni di carpenteria, con lunghezza commerciale di circa 6m › Barre: prodotti con sezione quadrata, circolare, esagonale, rettangolare, ecc .. e lunghezza commerciale di circa 6m; › Lamiere: prodotte in una vasta gamma di spessori; > Vergella: il tondino con sezione circolare normalmente fornito in rotoli
BLUMI BRAMME BILLETTE TONDI PIATTI LAMIERE BARRE PROFILATI VERGELLA NASTRO ROTAIA 1
Processo di laminazione
Schematizzazione del processo di laminazione e andamento delle pressioni di contatto tra cilindro laminatore e pezzo
D Punto neutro hị Zona A Zona B hu D Punto neutro Zona A Zona B!
Schema di un laminatoio
Schema semplificato di un laminatoio
Motore Allunghe ₡1346 2794 ¢965 966- piano di terra Ø1346 Rulli laminatori -6100
Laminatoio e rulli laminatori
INDICATORE DELLA DISTANZA FRA I CILINDRI + + TRAVERSA + + + + + + + CUSCINETTO MONTANTE CILINDRO MANICOTTO ALLUNGHE LINGOTTO ·GUARNITURA CILINDRO SEDE PER L'ALLUNGA COLLETTO TAVOLA MANICOTTO TREFOLO Schema di cilindro liscio (plain roll). CAL. RIPARTITI CAL. COMPENETRANTI Calibri ripartiti e compenetranti.
Tipologie di laminatoi
Disposizione dei cilindri 1-2. duo 3. trio 4. quarto 5. multicilindro 6. planetario
- Duo semplice
11 1 2. Duo reversibile Gabbia duo V IC 0 0 0 0 0 M · M 3. Trio 4. Quarto 5. Multicilindro Rulli di trascinamento Rulli finitori 6. Planetario
Tipologie di laminatoi per lamiere sottili
Laminatoio per lamiere sottili Treno di laminazione
Cinematica del processo di laminazione
Punto neutro Velocità Vc 2 Punto neutro 1 B Zona di slittamento Zona di aderenza Zona di slittamento A Arco di contatto Zona (A) Zona B Profili di velocità Zona A Zona 2 Andamento qualitativo della velocità media del materiale laminato e diagrammi delle velocità in ogni sezione
Analisi del processo di laminazione
Pressione di contatto = = 0,4 μ = 0,3 u = 0,2 μ = 0,1 Arco di contatto Pressione di contatto 40% 30% 20% 10% Andamenti teorici della pressione di contatto tra cilindro e pezzo: per diversi valori del coefficiente di attrito u e della riduzione dello spessore
Meccanica del processo di laminazione
3 R Ah A 2 L 4 h; hu L F 2 Pm 4 hm Lapprossimato Metodo semplificato per il calcolo della pressione media di contatto pm e per il calcolo della coppia di laminazione F = L . b . Pm L = VR . Ah Pm =2k hm uL με (ehm-1) hm = hithu 2 T = F .- 2 Coppia di laminazione Q = T . @ Potenza di laminazione
Condizioni di imbocco e di trascinamento
a) Fase di imbocco R FNO: FTO FN FT b) Fase di trascinamento R a/2 Ya Ah FNO FTO -EN- 2 hi FTV FT A FN FNV hu FTO > FNO FTO = FT . cosa, FNO = FN · sin a FT . cos a > FN . sin a u > tan a u = tan p, quindi p > a u > tana, tana = a = Ah R V Ah < u2 . R
Laminazione di lamiere sottili
› Le operazioni di laminazione su acciaio sono di norma effettuate a caldo ad eccezione della laminazione di lamiere con spessore inferiore ad 1mm. › Una diminuzione dello spessore del laminato provoca un aumento della pressione di contatto e quindi del carico sui cilindri laminatoi; ne consegue che al di sotto di un certo spessore minimo la deformazione elastica dei cilindri (con aumento del raggio di curvatura) prevale sulla deformazione plastica del materiale in lavorazione. › Questo spessore minimo è proporzionale al coefficiente d'attrito, al flow stress del materiale, al diametro del cilindro. › Per poter laminare spessori sempre più sottili, il coefficiente d'attrito deve essere basso (cilindri con ottima finitura superficiale ed abbondante lubrificazione), il materiale deve essere allo stato ricotto, il diametro dei cilindri piccolo.
Laminazione di lamiere sottili: Cilindri d'appoggio
› Avere un piccolo diametro dei cilindri comporta l'uso di laminatoi complessi nei quali i carichi flessionali dei cilindri vengano assorbiti dai cilindri d'appoggio > Per rispettare la condizione di trascinamento Ah < u2 · R, visti i bassi valori di u ed R occorre effettuare più passaggi su laminatoi successivi con piccole riduzioni di spessore.
Cilindri d'appoggio Treno di laminazione
Laminazione di lamiere sottili con cilindri d'appoggio
Cilindri d'appoggio
La «calibratura»
Realizzazione in diverse passate di forme particolari con tolleranze assegnate
- Orientare il profilo così da occupare la minima altezza radiale così si evitano incisioni troppo profonde ed eccessive differenze nelle velocità periferiche
- Il profilo deve avere opportuni angoli di spoglia
- Piccole riduzioni per non provocare grande allargamento ed usura del calibro
- Ottimizzare il numero di passate (usura vs produttività)
8 6 4 2 C + 9 7 5 3 1 .
La «calibratura»: calcolo dell'allungamento
A0 = A1 . 21 : An-1 = An . An cioè: An-1 = An · An An-2 = An-1 . An-1 = An . In. In-1 : Ao = An . In. An-1 · 21 Ao = In . In-1 . 21 = 2t An (2m)n = 2+ = A0 An Im = n 1 An Ao n = Vat, quindi n = In Am In Ao-In An Ιη λι In Am L1, A1, Lo, Ao = lunghezze e sezioni del laminato dopo e prima della laminazione 2m = valore dell'allungamento medio 2 = valore dell'allungamento totale 2; = valore dell'allungamento allungamenti nei vari passaggi
La «calibratura»: forme e sequenze di riduzione
Forme tipiche di calibri usati per laminazione di prodotti non di forma e principali sequenze di riduzione
A Cassetta C Ogiva B C Quadro Losanga E D E Ovale Esempio di sequenza di riduzione per un profilo ad U 1) 4) 2) 5) 3) 6)
La «calibratura»: sequenza di calibri per tondino
Sequenza di calibri relativa alla realizzazione di tondino per cemento armato
LAMINATOIO PER TONDINO (Ø 5 mm)
H 5 Ø ==
N. passaggi N. gabb. Forma Dimens. prim. Sezione mm2 Allung. Aº10 Peso al m. N. giri min lamin. Diametro cilind. Veloc. m/sec. 1 50 2950 6,53 23 35,7 33,5-65 1895 10,18 14,75 10.2 0,207 30,4 420 4 36,8 1320 14,58 10,3 14,75 0,297 4 22,6 855 22.5 6,66 23,95 0,458 33,1 24,2 572 33.7 4,45 36,1 0,685 35,2 385 6 7 14,8-40 371 52 2,89 54,4 1,057 23 67,3 2,23 70,9 1.37 8 9 11,2-28 194 99,3 1,51 124,8 2.02 23 9 10 12.4 149 129,2 1,16 163,2 2.63 27,2 320 10 11 8,4-21 108,5 177.5 0,845 220,5 3.61 23 11 12 9.25 83,6 231 0,65 287,5 4,685 23,6 12 13 6,5-16,2 | 63.8 302 0,498 373 6,14 23 320 13 14 7.1 49,1 381 0,383 487 7,99 16 14 15 5,1-25 42,5 454 0,331 578 9,23 15 16 7-7,5 36,0 536 0,28 687 10,9 16.7 16 17 4.3-21,5 30.0 641 0,234 923 13,08 15 17 18 5,9-6,25 25.5 758 0,198 1091 15,38 11,7 275 18 19 3,9-11,7 22,5 858 0,175 1230 17,42 12.8 20 5 19.6 980 0,153 1411 20
7 8 17,2 286 32,2 15,4 310 . . Lungh. 35,3
Principio di funzionamento del laminatoio obliquo Mannesmann
Rullo superiore 1 Rotazione del forato AS Avanzamento del forato Spina ad ogiva Rullo inferiore
- I rulli ruotano concordi
- Il disassamento provoca avanzamento assiale
- Le forze di laminazione provocano un ciclo di incrudimento al centro sull'asse del laminato e l'innesco di una cricca
- Successiva regolarizzazione del foro tramite spina ad ogiva
RA RB C 2 C 3 4 CELL
Stato di sollecitazione nella laminazione obliqua
acil. 1' A P T 1 DTC 7 A/ +B' A 1 - dv -12 0 2 1 C' DIC DI1 1 T 0 P Nucleazione della frattura Laminatoio Mannesmann (schema).
Schema delle forze nella laminazione obliqua
Schema delle forze che provocano una lacerazione delle fibre centrali del lingotto
A B Ra SPINA € FORATO Rx FA A B Fe FBr FAa Fa Far
Principio di funzionamento del laminatoio a passo di pellegrino
- Carico
- Imbocco
- Laminazione
بيم 1. 1 X 4. Calibratura 0 0 X Sezione x-x Laminatoio passo di pellegrino per la riduzione di spessore e la finitura di tubi
Laminatoio a passo di pellegrino
--
Laminatoio a passo di pellegrino: dettagli
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
