Additive Manufacturing: processi, vantaggi e tecnologie della stampa 3D
Slide dall'Università degli Studi di Bergamo su Additive Manufacturing. Il Pdf, utile per lo studio universitario di Tecnologia, esplora i processi, i vantaggi e le tecnologie della stampa 3D, inclusi deposizione di materiale e trasformazione selettiva, e l'importanza dei supporti per geometrie complesse.
Mostra di più40 pagine


Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
ADDITIVE MANUFACTURING
Più comunemente conosciuta come 'stampa 3D', è un processo produttivo che permette di creare oggetti con geometrie e caratteristiche superficiali fino a poco tempo fa impensabili. È una tecnologia additiva: si va a creare il materiale da zero.
L'additive è un mondo perché non esiste un unico processo di stampa 3d ma ce ne sono tanti e si possono classificare in due filoni principali:
- Deposizione di materiale: si depone materiale dove si vuole costruire il pezzo.
- Trasformazione di materiale selettiva: il materiale già esiste e lo si trasforma selettivamente dove si vuole costruire il pezzo.
5 > geometrie particolarmente intricate da fare
- Inventata nei primi anni '80 (processi di stereo-ortografia e per prototipazione rapida) e brevettata nel 1986 da ing. Charles Hull.
- È oggi identificata come una nuova, vera e propria rivoluzione industriale nella fabbricazione di componenti (i prodotti sono concepiti in modo completamente diverso) e prodotti in svariati settori come aeronautico, automotive, racing, biomedicale (quelli che maggiormente li usano).
- Mercato mondiale in crescita: nel 2014 valeva 4 miliardi di dollari. Nel 2020 ha superato i 20 miliardi di dollari.
Progettazione e Processo Digitale
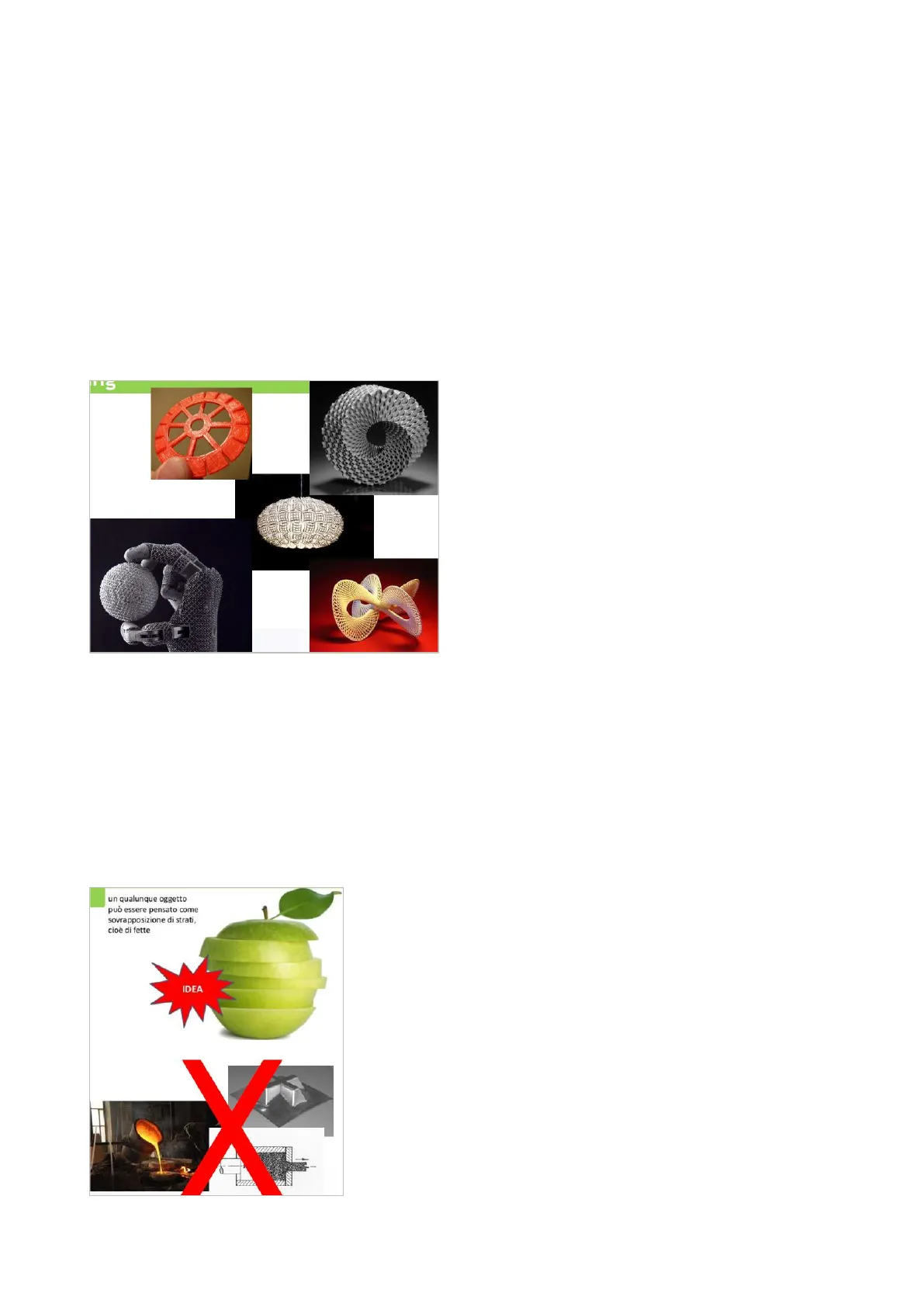
Si ribalta la progettazione: si era abituati a creare stampi per fare processo di colata o rimuovere materiale selettivamente mentre ora si costruisce il pezzo, andando a depositare layer dopo layer: un qualunque oggetto può essere pensato come sovrapposizione di strati, cioè di fette
IDEA X Esempio della mela: si fanno tante sezioni della mela e ogni passata si costruisce una fettina di mela; la seconda passata permette di ottenere la seconda fettina di mela e così continuando fino alla creazione tridimensionale di tutto il pezzo.È un processo che può essere considerato digitale perché non si devono costruire utensili dedicati ma tutto il processo di progettazione e creazione del percorso utensile viene fatto tutto digitalmente; al termine viene generato un file, che viene dato in pasto alla macchina che costruisce tridimensionalmente il pezzo andando a depositare o trasformare layer dopo layer.
Il layer è molto sottile (ca. 20-100 um), dipende dalla tecnologia e dalle specifiche richieste: al diminuire dello spessore del layer c'è un tempo di lavorazione superiore perché si devono fare più passate (più layer da costruire) ma ovviamente si avrà una maggiore capacità di riproduzione dei dettagli > minore è il layer da costruire, più preciso sarà il pezzo.
Non tutti i sistemi lavorazione per addittive usano range così stretti e piccoli: dipende dalla macchina.
Avendo la possibilità di costruire i pezzi dal niente e andando a costruire crescendo il materiale, permette di avere una quasi totalità di libertà nella forma da realizzare; con queste lavorazioni si ottengono geometrie particolarmente complesse non ottenibili con le tecnologie tradizionali o ottenibili ma con salti mortali.
Ovviamente quasi totale perché anche nella produzione additiva ci sono dei vincoli.
COME FUNZIONA
Da una logica sotrattiva: si prende un blocco di materiale, si prende il processo di rimozione materiale scelto e si toglie il materiale in eccesso ... ... a una logica addittiva: si prende il materiale sotto forma di polvere o filamento (dipende dalla macchina) e si usa quel materiale per andare a costruire il pezzo.
Il materiale che si rimuove nel processo sottrattivo è uno scarto di materiale mentre in questa nuova logica si usa solo il materiale che serve: non si produce, o si produce ma in bassa quantità, materiale di scarto > dal punto di vista della sostenibilità è un aspetto molto positivo.
Material Subtractive Manufacturing 3D object B Material Additive Manufacturing 3D object marinativas
Si possono lavorare sia materiali metallici che polimerici, in funzione della tipologia di macchiana.
VANTAGGI
Le tecnologie additive forniscono numerosi vantaggi per la produzione di prodotti:
- Riduzione dei costi di costruzione e dello spreco di materiali (da cui un ridotto impatto ambientale). La capacità di ottimizzare le geometrie e produrre componenti di peso ridotto riduce anch'essa il consumo di materiali incrementando la riduzione dei flussi di materiali. E.g. confronto realizzazione pezzo con additive e realizzazione pezzo dove serve uno stampo o un utensile dedicato: in questo caso non si deve costruire nulla, si deve solo agire a livello di software (processo è digitale).
- Metodo rapido, flessibile ed economico che favorisce l'innovazione (brevi tempi di produzione, non necessita di stampi che devono essere ammortizzati): rispetto a ordinare il pezzo che richiede strumentazione dedicate (LT diventa molto lungo), in questo caso si manda al produttore solo il disegno di quello che si vuole ottenere e il costruttore dovrà solo costruire a livello di sistema il pezzo (tempo di consegna molto contratto).
- Personalizzazione facile dei prodotti: si può anche pensare di creare pezzi unici; l'unico onere è pensare al disegno da inserire nella macchina.
- Possibilità di creare facilmente pezzi con forme e strutture complesse, caratterizzati da geometrie e proprietà strutturali che sarebbero impossibili da raggiungere con i processi tradizionali.
- Capacità combinata di realizzare oggetti con funzioni integrate e con meno parti, dunque ridurre gli stadi produttivi e i flussi di materiali impiegati con il conseguente ridimensionamento dell'impatto ambientale dei prodotti.
- Progettazione funzionale può generare migliori performance del prodotto (strutture ispirate a quella ossea applicate alle ali di aereo possono portare a migliori qualità meccaniche e ridurre il consumo di carburante fino a 200 tonnellate all'anno, Nature) > possibilità di imitare delle geometrie disponibili in natura possono permette un miglioramento delle prestazioni e anche della sostenibilità.
- Applicazione per processi di riparazione (processi ibridi): migliora l'impatto ambientale dei prodotti estendendone il ciclo vitale e diminuendo l'energia e le risorse necessarie alla realizzazione di un prodotto nuovo. La migliore sostenibilità è quella di non consumare le risorse: il fatto di anticipare il consumo di risorse per prevenire dei guasti è anti-sostenibile.
- Possibilità di soddisfare le esigenze specifiche del cliente con produzioni singole a costi competitivi (es: assortimento completo di parti di ricambio di macchinari in località remote sarebbe intollerabilmente costoso, ma la possibilità di produrre in AM le parti necessarie al momento del bisogno comporterebbe enormi vantaggi).
- Filiera di approvvigionamento più flessibile, non solo in termini di quale tipo di prodotto possa essere realizzato ma anche di dove la produzione avverrà, decentrandola e avvicinandola al mercato di sbocco. Questo accorcia la filiera, con immediato beneficio dalla riduzione degli inventari e dalla diminuzione dei "lead times". Inoltre, consideriamo la riduzione dell'impronta ambientale dovuta al risparmio nei trasporti, sia in termini energetici che di rischio ambientale.
- Decentralizzazione della produzione genera uno scenario ideale nel quale i prodotti sono realizzati sul luogo di destinazione, o addirittura presso il cliente. Esperienze iniziali hanno infatti dimostrato che mediante AM è possibile produrre oggetti con materiali di base e reperibili localmente piuttosto che trasportare da grande distanza semilavorati, materiali di alto valore o addirittura componenti prefabbricati. Con ciò non è solo l'economia locale a beneficiarne, ma l'impatto ambientale positivo dovuto alla riduzione dei trasporti è globale.
- Riduzione degli inventari di parti di ricambio. Il materiale e l'energia più sostenibili sono quelli non utilizzati. Ridurre i magazzini sovrabbondanti - quindi con meno produzione e trasporti - ha un impatto ambientale positivo. Solo ciò che è veramente necessario è prodotto al momento della richiesta, con l'uso di soli materiali ed energia strettamente indispensabili.
- Ampia varietà di materiali, dai polimeri ai metalli, la cui forma dipende dal tipo di processo utilizzato. La maggioranza dei polimeri può essere riciclata (quasi 100%); per i metalli, invece, si stima che il 90 to 95% delle polveri avanzate durante un processo possa essere riutilizzato in processi successivi.
- Utilizzo di materiali riciclati (rifiuti di plastica negli oceani e nelle discariche). Molte aziende hanno cominciato a promuovere iniziative per trasformarli in nuovi prodotti (Adidas).
Precisione e Costi
- Mediamente la precisione non è elevatissima (tolleranze dimensionali inferiori al decimo di millimetro, spessori dei pezzi fino a 20 micron); con certe macchine si sta migliorando l'aspetto ma per avere precisione serve avere uno spessore del layer molto basso e ciò significa allungare il tempo di ottenimento del pezzo.
- Attrezzature compatte con costi variabili in funzione della tecnologia scelta.
- Bassi scarti di materiali (inferiori all'1%).
- Riduzione del time to market.
- Adatto per parti con geometrie complesse (ad es. caratterizzate da sottosquadri) realizzate con materiali non lavorabili per asportazione di truciolo
Additive versus Subtractive
Subtractive COST Additive COMPLEXITY
Grafico a dx: costo in funzione della complessità. La curva delle AM è una curva abbastanza insensibile alla complessità (piuttosto piatta) mentre il costo delle lavorazioni sottrattive aumenta esponenzialmente all'aumentare della complessità. La complessità del pezzo nell'AM non è un problema.
- Adatto per oggetti preassemblati (riduzione dei costi e del rischio qualitativo nell'assemblaggio) con risparmio di tutte le operazioni fatte a valle (operazioni di assemblaggio non verranno più svolte):
- Particolarmente adatto per bassi volumi di produzione:
$$ Higher cost per unit Conventional manufacturing Cost per unit manufactured Breakeven point Additive manufacturing $ Lower cost per unit Units manufactured (volume) Fewer units More units
Il grafico mostra il costo per unità prodotta in funzione delle unità prodotte (volume). Per AM la curva è completamente piatta: il costo è insensibile al numero di pezzi da produrre; per le tecnologie tradizionali la curva è decrescente (più pezzi si producono più il prezzo unitario diminuisce). C'è un punto di equilibrio tra le due curve, un break even point: dice che le lavorazioni additive non sono vincenti per produrre numero di pezzi per lotti elevati ma hanno il loro campo di applicazione interessante se si devono produrre pochi pezzi (centinaia di pezzi, dipende dal contesto).
Esistono rarissimi casi dove queste tecnologie vengono usate per produzioni di lotti elevatissimi (settore automotive).
- Diminuzione del peso dei componenti: nelle operazioni di fonderia per creare dei pezzi cavi, si devono progettare delle anime e mediamente in un processo di colata non ci sono centinaia di anime; invece, in queste lavorazioni, depositando materiale da zero, è molto più facile ottenere pezzi cavi > meno materiale si deve trasformare, minore è il tempo di lavorazione quindi ottenere pezzi cavi è vantaggioso per il settore additivo perché ci si impiega meno tempo per la lavorazione. Ecco perché il settore automotive e aerospace è molto interessato a questa tecnologia: si possono produrre dei
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
