Parámetros importantes en el proceso de fundición de metales
Documento de Universidad sobre Parámetros Importantes en el Proceso de Fundición. El Pdf, un material didáctico de Tecnología para Universidad, explora el calentamiento del metal, los tipos de hornos y el proceso de colada, incluyendo fórmulas y diagramas para una mejor comprensión.
Ver más18 páginas

Visualiza gratis el PDF completo
Regístrate para acceder al documento completo y transformarlo con la IA.
Vista previa
Mazarota y Molde
Mazarota abierta Copa de vaciado Respiraderos Caja Molde superior Mazarota ciega Bebedero Corazón Arena O macho (arena) Molde inferior Línea de partición Cavidad del molde Compuerta Canal de alimentación Pozo Arena o
Parámetros Importantes en el Proceso de Fundición
Calentamiento del Metal
En función del material que se va a fundir, de su calidad y del volumen por producir se pueden utilizar diversos tipos de unidades de fusión (hornos), para calentar el metal a la temperatura necesaria. La energía calorífica requerida es la suma de: 1) el calor para elevar la temperatura hasta el punto de fusión, 2) calor de fusión para convertir el metal sólido a líquido y 3) el calor necesario elevar al metal fundido a la temperatura de vaciado. Esto se puede expresar como: H = pV[Cs (Tm -To) + Hf +C/(Tp -Tm)] (2.1) donde: H = Calor requerido para elevar la temperatura del metal a la temperatura de fusion [J] p = Densidad [kg/m3] Cs = Calor específico del metal sólido [J/kg °C] Tm = Temperatura de fusion del metal [C] T 0 = Temperatura inicial, generalmente la ambiente [°C] H f = Calor de Fusión [J/kg] C l = Calor especifico del metal líquido [J/kg °C] Tp = Temperatura de vaciado [C] V = Volumen del metal que se calienta [m3]Las unidades de fusión (hornos) se pueden clasificar de acuerdo con su medio de calentamiento, y en el caso de que la fuente de calor sea la combustión se considerará el contacto entre los gases de combustión y el material a fundir.
Considerando el medio de calentamiento se tiene:
- Hornos eléctricos: de arco, arco indirecto, inducción y resistencia.
- Hornos de combustión: por el tipo de combustible, sólido (coque), líquido (diesel o petróleo), gas (natural o LP). Si se considera el grado de contacto de los productos de combustión con el metal a fundir se pueden considerar aquellos sistemas de fusión en que el combustible (coque) está en contacto con el mineral (alto horno) o con el metal como en el de cubilote. Por otra parte, en ocasiones los gases de combustión transfieren el calor directamente al metal a fundir, como en el de horno reverbero y el de hogar abierto. En otras unidades de fusión el calentamiento es indirecto, como en todos los hornos de crisol.
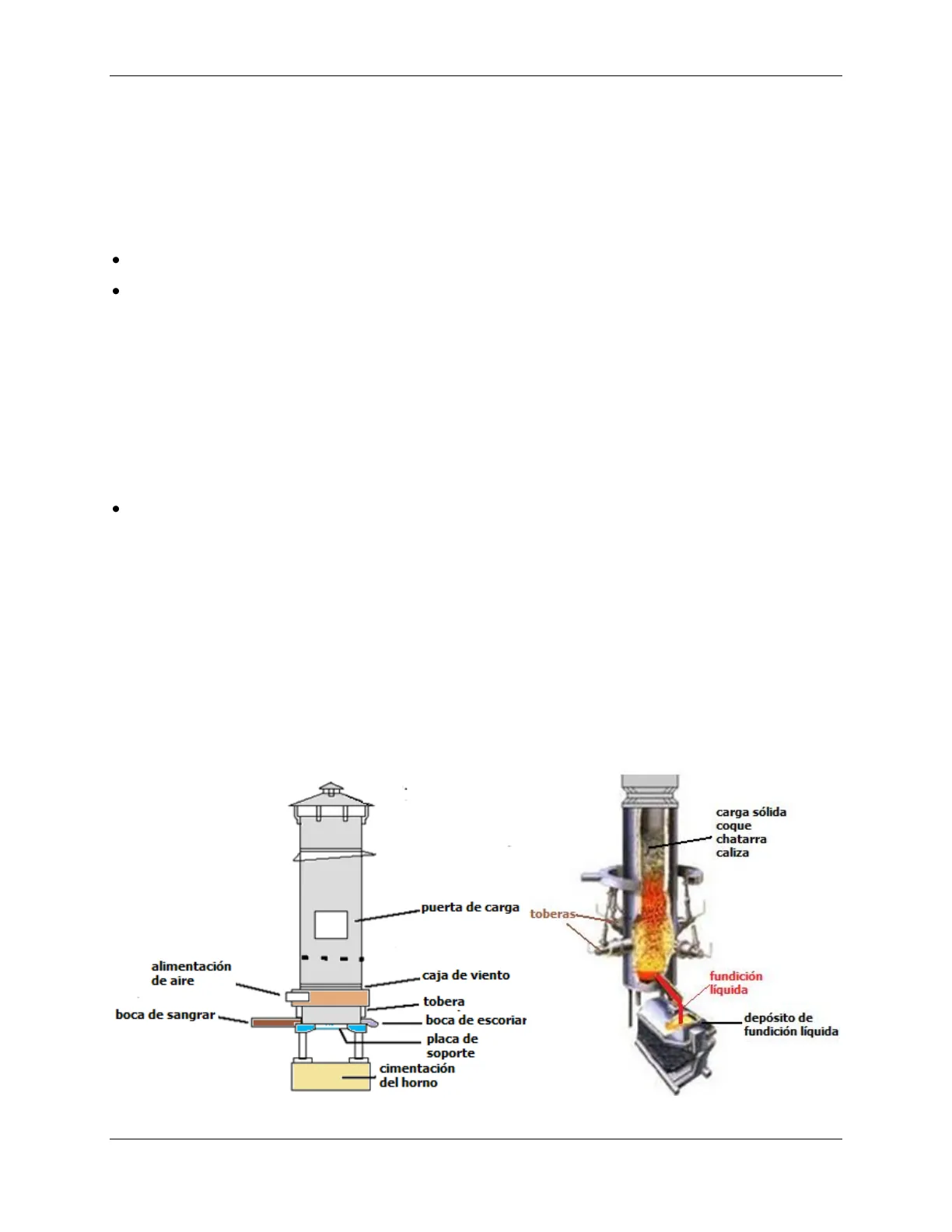
- El horno de cubilote (cupola furnace) ha sido empleado desde hace varios siglos en la producción de hierro gris, las restricciones en cuanto al control de la composición han dado como consecuencia que éste se emplee en combinación con hornos de inducción, los que actúan como unidades de mantenimiento de temperatura y ajuste de composición. El horno de cubilote (figuras 2.24a y b) es una unidad de proceso semicontinuo diseñada para trabajar en campañas con duración de 6 h a varios días, en algunos casos. Estos se cargan por la parte superior y su longitud vertical está limitada para garantizar el calentamiento y fusión del material, almacenándose éste en su parte baja denominada crisol. carga sólida coque chatarra caliza puerta de carga toberas- alimentación de aire caja de viento fundición líquida tobera boca de sangrar. boca de escoriar depósito de fundición líquida placa de soporte cimentación del horno FIGURA 2.24a Diversos aspectos de un horno de cubiloteFIGURA 2.24b Diversos aspectos de un horno de cubilote
- Horno de crisol. Estas unidades de fusión (figura 2.25) se utilizan sobre todo para metales no ferrosos cuyo punto de fusión es menor a 1000 ℃, y cuando la producción requerida es limitada. Son hornos de ciclo discreto cuya capacidad está limitada por el tamaño del crisol, en general, usan gas como combustible (solamente en limitadas ocasiones emplean diesel o petróleo) y, en general, no se emplean para grandes volúmenes de producción. FIGURA 2.25 Horno de crisol
El horno de arco (figura 2.26) es la unidad de fusión más utilizada para la producción de aceros, el calor se genera al formar un arco eléctrico con un electrodo de grafito; el horno es trifásico con tres electrodos, cada uno conectado a una fase del circuito eléctrico, normalmentese trabaja con voltajes del orden de 500 V y densidades de corriente de 100 o más amperes por cm2 de sección transversal del electrodo (lo cual representa entonces miles de amperes). Su capacidad va de unas 4 toneladas hasta 60 toneladas con tiempos de proceso de entre 2 y 3 horas. FIGURA 2.26 Horno de arco eléctrico
Los hornos de inducción (figura 2.27), tienen la ventaja de que el calor se genera al circular una corriente eléctrica a través del propio material a fundir, razón por la que no existe contaminación de ningún tipo. Existen dos configuraciones básicas que son por inducción directa o indirecta, este último se emplea en materiales con muy alta conductividad eléctrica, como el cobre o el aluminio, los cuales debido a su conductividad son muy difíciles de calentar por el principio de inducción, utilizando para esto un crisol de grafito como elemento calefactor. Existen hornos de inducción con capacidad de unos cuantos gramos y frecuencias de miles de hertz, hasta de varias toneladas, los cuales trabajan a frecuencia de red (la capacidad mínima de uno de frecuencia de red es de 1.5 ton, hasta unidades de 60 ton); éstos se emplean comúnmente en la industria automotriz para la producción de piezas de fundición de hierro (es común que la fusión del hierro gris se realice en un cubilote, mientras que el ajuste de temperatura y composición se realiza en un horno de inducción). En el horno de inducción rodeando al crisol se dispone de una bobina que hace las veces del primario del transformador mientras que el secundario es la carga a fundir. Como la penetración de la corriente está dada por la frecuencia es entonces que éste es función inversa a la capacidad del horno. En general, la fusión en este tipo de unidades es costosa por lo que, en ocasiones, se emplean encombinación con otro tipo de hornos, donde la unidad de fusión permite el ajuste de composición y temperatura, garantizando así menor costo y alta calidad del producto. boca de vaciado carga metálica a fundir crisol material refractario que forma el crisol del horno bobina bobina inductora campo generado por la bobina (a) (b) (c) (d) FIGURA 2.28 Imágenes diversas de hornos de inducción. (a) Principio de operación, (b) Vaciado de un horno de inducción de alta frecuencia, (c) Horno de 5 ton/h, (d) Horno de media frecuencia, de hasta 1000 kW
Los hornos de resistencia eléctrica (figura 2.29) tienen aplicación para producciones reducidas, normalmente de menos de 20 kg por carga, en metales no ferrosos con temperaturas de fusión por debajo de los 1000 ℃ (aleaciones de aluminio y cobre). Si bien la calidad del metal fundido es elevada, el costo de la energía eléctrica y la duración de las resistencias, cuya vida es muy susceptible a la temperatura de trabajo, vuelven incosteable el empleo de este tipo de hornos en grandes volúmenes de producción. Por todo lo expuesto, este tipo de unidades tienen mayor aplicación en operaciones de tratamiento térmico que para fusión.tapa del horno en material refractario ·crisol carga banco de resistencias carcaza o cuerpo del horno FIGURA 2.29 Horno de resistencia eléctrica
Vaciado del Metal Fundido
Después del calentamiento, y una vez alcanzada la temperatura adecuada (mínima a la que se puede producir una pieza sana), el material está listo para verterse en el molde, lo cual se refiere como vaciado (figura 2.30). La introducción del metal fundido en el molde y su flujo dentro del sistema de vaciado y de la cavidad es un paso crítico en el proceso. Para que este paso tenga éxito, el metal debe fluir antes de solidificarse a través de todas las regiones del molde. Los factores que afectan la operación de vaciado son la temperatura de vaciado, la velocidad de vaciado y la turbulencia generada durante el llenado del molde. FIGURA 2.30 Vaciado del metal en el moldeLa temperatura de vaciado es la temperatura del metal fundido al momento de su introducción en el molde. Lo importante aquí es la diferencia entre la temperatura de vaciado y la temperatura a la que empieza la solidificación (el punto de fusión para un metal puro, o la temperatura liquidus para una aleación). A esta diferencia de temperaturas se le llama algunas veces sobrecalentamiento. Éste deberá ser el mínimo posible que garantice el correcto llenado del molde, lo anterior en virtud de que tanto la cinética de oxidación como la solubilidad de gas en el metal líquido dependen de la temperatura.
La velocidad de vaciado es el caudal con que se vierte el metal fundido dentro del molde. Si la velocidad es muy lenta, el metal puede enfriarse antes de llenar la cavidad. Si la velocidad de vaciado es excesiva provoca turbulencia y puede convertirse en un problema serio (se favorece la erosión de la arena del molde, así como que el metal atrape gases y escoria).
La turbulencia del flujo se produce al contacto del metal líquido con las paredes del molde, su presencia dependerá de la velocidad y de la viscosidad del metal líquido, así como de la geometría del sistema de llenado. El flujo turbulento debe evitarse ya que provoca una mayor interacción entre el metal y el aire, lo que favorece la formación de óxidos metálicos que pueden quedar atrapados durante la solidificación y degradando de esta forma la calidad de la fundición; también provoca una erosión excesiva del molde por efecto del impacto del flujo de metal fundido. Por último, el flujo turbulento promueve que el metal líquido atrape gas y escorias afectando con esto, en forma negativa, la calidad de las piezas producidas. Soep/ Timu Ship : 256 / 2.415e (11) Total Time 32/9 3 Tiếp 1258.3 1215.8 QuikCAST FIGURA 2.31 Simulación del llenado [Quik cast es una paquetería desarrollada por Atgroup software]
Análisis del Vaciado
Varias relaciones gobiernan el flujo del metal líquido a través del sistema de vaciado y dentro del molde. Si se considera que el flujo es conservativo (lo cual no es verdad) se puede realizar un primer análisis empleando para tal fin la ecuación de Bernoulli (ecuación de conservación de energía que parte de considerar que el flujo es laminar), la cual establece que la suma de las energías (altura, presión dinámica y energía cinética) en dos puntos cualquiera de un líquido que fluye es igual. Esto se puede escribir como: h+1+VI+F=h2 + pg 2g 2 P2+2 +F2 pg 2g 2 (2.2) donde: h = Altura [m] P = Presion en el líquido [N/m2] p= Densidad [kg/m3] v = Velocidad de flujo [m/s] g = aceleracion gravitatoria [m/s2] F = Pérdidas de carga debidas a la fricción [m] ** Los subíndices 1 y 2 indican dos puntos cualesquiera en el flujo del líquido
La ecuación de Bernoulli se puede simplificar de varias maneras. Si no se consideran las pérdidas por fricción y se asume que la descarga es presión atmosférica en toda su extensión, entonces la ecuación puede reducirse a: h1+ 1 =h2 + 2 2g (2.3) La cual puede emplearse para determinar la velocidad del metal fundido en la base del bebedero de colada (ecuación de Torricelli): v = 2gh (2.4) donde: v = Velocidad del metal líquido en la base del bebedero [m/s] g = aceleración gravitatoria [m/s2] h = Altura del bebedero [m]
¿Non has encontrado lo que buscabas?
Explora otros temas en la Algor library o crea directamente tus materiales con la IA.
