Materiali per l'Ottica: Proprietà Meccaniche e Tipi di Frattura
Slide dall'Università Roma Tre su Materiali per l'Ottica. Il Pdf esplora le proprietà meccaniche come tenacità, resilienza e i diversi tipi di frattura (duttile e fragile), con diagrammi esplicativi e definizioni chiare, utile per lo studio universitario di Fisica.
Mostra di più46 pagine


Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
Docente e Contatti
Docente: prof. Armida Sodo
Come Raggiungere la Docente
- e-mail: armida.sodo@uniroma3.it
- stanza: n. 148,Dipartimento di Scienze, Via della Vasca Navale 84
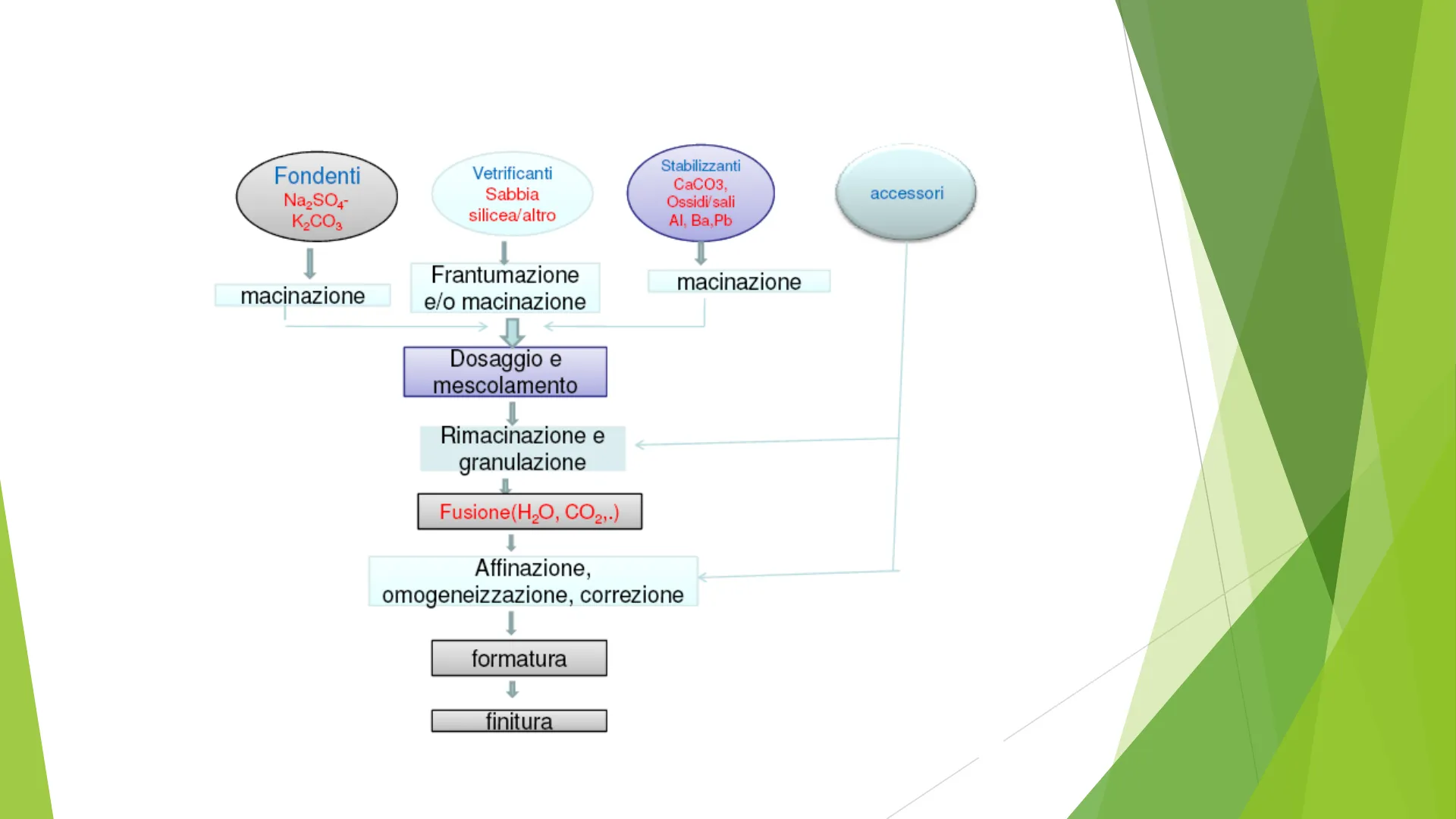
Processo Produttivo del Vetro
Fondenti Na2SO4 K2CO3 Vetrificanti Sabbia silicea/altro Stabilizzanti CaCO3, Ossidi'sali Al, Ba,Pb accessori Į Frantumazione e/o macinazione macinazione macinazione Dosaggio e mescolamento Rimacinazione e granulazione Fusione(H2O, CO2,.) Affinazione, omogeneizzazione, correzione Į formatura - finitura
Tecniche di Fabbricazione del Vetro
La Preparazione della Composizione
E una operazione molto importante, perché determina l'omogeneità e l'indice di rifrazione del vetro finito. Consiste nel preparare le materie prime e nel mescolarle a
Ricevimento Materie Prime
Materie prime Le materie prime sono accompagnate da un certificato di analisi del fornitore. I fornitori sono selezionati in tutto il mondo, tenendo conto della varietà dei prodotti necessari. Nel laboratorio dello stabilimento vengono eseguiti altri controlli.
Pesatura dei Componenti
Pesatura I componenti vengono pesati con precisione per rispettare le quantità di materie richieste sulla scheda di pesatura dei vetri. La precisione della pesata può raggiungere valori molto alti nel caso di certi componenti che con piccole dosi influiscono su certe proprietà dei vetri.
Miscelazione dei Componenti
Miscelatura Il mescolamento dei vari componenti viene realizzato con un miscelatore. Per ogni vetro si deve rispettare un tempo prestabilito di miscelazione. A questo punto le composizioni vengono trasferite ai forni di fusione
Fasi di Lavorazione del Vetro Ottico
- Fusione (1000-1500 ℃)
- Affinazione (~1000 ℃)
- Condizionamento (< 1000 ℃)
- Distribuzione
- Stampaggio automatico sbozzi
- Ricottura
- Sbozzi
- Lavorazione sbozzi
- Molatura
- Lucidatura
1) La Fusione
La composizione, mescolata con vetro in polvere, vetro della stessa composizione recuperato nel ciclo di fabbricazione e macinato (cullet), viene introdotta nella parte del forno dove viene effettuata la fusione. Una certa dose di vetro in polvere è utile per facilitare la fusione della composizione. Per fondere la composizione e rendere omogenea la sua massa, il forno deve essere portato ad una temperatura tale da portare allo stato liquido il bagno di vetro. La temperatura può variare da 1000 a 1500° C, secondo il tipo di vetro.
2) L'Affinazione
In questo stadio, l'affinazione consiste nell'aumentare la temperatura del vetro per renderlo più liquido e per eliminare i gas ancora presenti al momento della fusione. Questa operazione viene effettuata in una seconda parte del forno, detta camera di affinazione.
4) La Distribuzione del Vetro
Scopo di questa operazione è quello di fornire alle presse quantità di vetro di peso costante. Per ottenerle, la colata di vetro che esce dal tubo di colata di vetro a erogazione costante viene tagliato con cesoie in acciaio speciale; il ciclo di funzionamento delle cesoie è sincrono con quello della pressa. Queste quantità di vetro di peso costante sono chiamate "masse".
- Fusione (1000-1500 ℃)
- Affinazione (~1000 ℃)
- Condizionamento (≤ 1000 ℃)
- Distribuzione
3) Il Condizionamento
A questo stadio il vetro è ad una temperatura troppo alta per poter essere utilizzato per lo stampaggio poiché è troppo fluido e insufficientemente omogeneo. È per questo che, all'uscita della zona di affinazione, la temperatura del vetro deve essere abbassata, allo scopo di avere allo stampaggio un vetro più viscoso e la temperatura sia uguale in tutta la massa. Per arrivare ad una qualità ottica, cioè ad un vetro perfettamente omogeneo, il vetro deve essere rimescolato senza interruzione, con un processo di movimentazione detto "Guinandage" dal nome del suo inventore Guinand. Dopo le operazioni di rimescolamento e la discesa omogenea di temperatura il vetro esce da tubi di colata con viscosità di lavoro che variano da 1000 a 10000 poise.
5) Stampaggio Automatico
Per ottenere degli sbozzi di buona qualità, è indispensabile avere delle "gocce" di vetro pastoso aventi viscosità richiesta. Le gocce cadono negli stampi che si trovano sul disco rotante della pressa; ogni posizione della pressa corrisponde ad una fase precisa della lavorazione: carico, stampaggio, raffreddamento, sformatura. Questo sistema di stampaggio in continuo permette di ottenere delle cadenze di parecchie migliaia di sbozzi l'ora. L'utensile di stampaggio determina le caratteristiche dimensionali dello sbozzo. Secondo le forme degli stampi e in funzione delle caratteristiche fisiche del vetro, vengono impiegati tipi diversi di presse.
7) Tipi Differenti di Sbozzi
Alla loro uscita dalla fabbrica, le lenti grezze per occhialeria sono degli sbozzi, forniti in forme diverse dipendenti dalla lavorazione che essi dovranno subire, per essere trasformati in lenti correttive dalle particolari caratteristiche ottiche.
- Stampaggio automatico sbozzi
- Ricottura
- Sbozzi
- Lavorazione sbozzi
- Molatura
- Lucidatura
6) Il Trattamento Termico: la Ricottura
Quando lo sbozzo esce dalla pressa, viene trasportato mediante un nastro trasportatore in un tunnel di ricottura. Per i vetri classici, il tunnel è utilizzato per effettuare l'operazione di ricottura vera e propria, che ha come scopo di diminuire molto sensibilmente le sollecitazioni o tensioni interne di origine termica. Perciò lo sbozzo viene portato ad una temperatura tra i 550°℃ e i 700℃ secondo la natura del vetro e raffreddato a velocità controllata. La riduzione delle tensioni interne dello sbozzo faciliterà il successivo trattamento della superficie.
Lenti e Sbozzi
Gli sbozzi sono dei blocchetti di vetro grezzo, che hanno approssimativamente la forma della lente da occhiali che se ne deve ricavare. Gli sbozzi sono definiti da:
- un diametro
- una combinazione di curve (convessa e concava) espressa in diottrie sulla base di un preciso indice di rifrazione (es. nd = 1.523)
- spessori, al centro e al bordo
- particolarità di forma (specialmente profilo del bordo) biconvessa piano convessa Convessa concava menisco Piano concava biconcava
Gli sbozzi vengono sottoposti alla lavorazione finale che prevede v Sbozzatura v Affinatura v Pulitura
8) La Sbozzatura
Si trasforma lo sbozzo (già di giusto diametro) in una lente grezza avente spessore e curvature corrispondenti al potere correttivo richiesto. L'operazione consiste nel consumare il vetro con una fresa a corona diamantata, per dargli lo spessore definitivo e i precisi raggi di curvatura corrispondenti al potere di correzione prescritto. : Glass lens Grindstone -1- Ebauchage
9) La Molatura (o Affinatura o Lappatura)
Consiste nell'affinare, mediante smerigliatura, le due facce del vetro sbozzato, senza modificare i raggi di curvatura e nel preparare la fase successiva. Si riduce la rugosità della superficie tramite abrasione meccanico-chimica sfregando la lente su un supporto girevole avente lo stesso raggio di curvatura della lente. Il principio è quello di sfregare il vetro su una controforma in ghisa dolce, avente lo stesso raggio o gli stessi raggi di curvatura dello sbozzo. Il vetro e la controforma sono dotati di un movimento di rotazione, mentre dello smeriglio in sospensione nell'acqua "bagna" la lente durante tutta l'operazione. Da qualche anno lo smeriglio è stato progressivamente sostituito da una pellicola abrasiva fissata sulla controforma. Tale pellicola è composta da grani finissimi di diamante annegati in un legante di bronzo sinterizzato. Al termine della molatura, il diametro, le curve e lo spessore del vetro hanno tutta la precisione richiesta. Le due facce della lente sono lisce ma opache. E' necessario lucidarle per renderle trasparenti. Molette de centrage Métal à bas point de fusion Verre Surface à usiner
10) La "Pulitura" o Lucidatura
Come principio questa operazione è identica alla precedente. La controforma è ricoperta da un feltro per lucidare o da una pellicola in plastica speciale. In maniera analoga alla procedura precedente, la lente viene abrasa in modo chimico meccanico con panni imbevuti di abrasivi a granulometria molto piccola (sub micrometrica) e durezza relativamente bassa. Lo smeriglio o il diamante in granelli sono sostituiti da un abrasivo ancora più fine, ad esempio l'ossido di cerio o di titanio, mescolato ad acqua. Durante la lucidatura viene levata una piccolissima quantità di materiale. Contemporaneamente si determina uno scorrimento: le rugosità che costituiscono la grana della superficie vengono progressivamente spinte nei vuoti, in modo da rendere perfettamente liscia la superficie. Le due superfici della lente vengono trattate una alla volta. Al termine del processo la lente è lucida e pronta per le fasi di controllo qualità.
Caratteristiche Fisiche del Vetro
1 .Caratteristiche fisiche
- La densita e in funzione della composizione: da 2,2 g/cm3 per i vetri al silicio a 4,8 per quelli al piombo.
- Buon isolante, nel vetro in silice, la conducibilita termica e di 1,3 W/m°C.
- Resistenza agli agenti chimici con l'esclusione dell'acido fluoridrico che aggredisce la silice (la corrosione in presenza di acidi e di 0,05 mm/anno e di 0,3 in presenza di basi).
- Elevata trasparenza
- La costante dielettrica relativa nei vetri comuni e inversamente proporzionale alla temperatura.
- Bassa conducibilità elettrica.
Caratteristiche Meccaniche del Vetro
Caratteristiche meccaniche
- Bassi valori di elasticità con conseguente notevole fragilita.
- Nei vetri normali non avviene alcuna deformazione prima della frattura (modulo elastico: 70 GPa)
- Elevata resistenza alla compressione 1000MPa §
- Bassa resistenza agli sbalzi termici.
Classificazione dei Materiali: Densità
Classificazione dei materiali: densità (=m/V) 40 Metalli 20 - Platino Densità (g/cm3) (Iscala logaritmica) Ceramico 10 Rame 8 7 Ferro-Acciaio 6 - ZrO2 - Titanio A1203 4 - SiC, Si3NA - Alluminio Vetro 2 Calcestruzzo - Magnesio 1.0 0.8 0.6 Legno 0.4 0.2 0.1 Polimeri Compositi GFRC - PTFE PVC CFRC PS PE - Gomma Argento
Proprietà Meccaniche dei Materiali
-Proprietà meccaniche dei materiali Comportamento meccanico dei materiali: risposta alla sollecitazione di una forza esterna (trazione, compressione, taglio, costante o variabile nel tempo). Definiremo:
- Resistenza: capacità di un materiale di resistere a trazione/compressione (elastica)
- Duttilità: capacità di un materiale subire una deformazione plastica (permanente) prima della rottura. Opposta a fragilità
- Tenacità: indica la capacità di assorbire energia di un materiale, spendendola nella sua deformazione.
- Durezza: capacità di un materiale di resistere alla penetrazione di un altro materiale (incisione, graffi)
La loro misura è effettuata tramite test standardizzati (es. American Society for Testing and Material o International Organization for Standardization)
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
