Metallurgia e siderurgia: processi di estrazione del ferro e corrosione
Documento dall'Università degli Studi di Firenze su metallurgia e siderurgia. Il Pdf descrive i processi di estrazione del ferro, i difetti strutturali e i fenomeni di corrosione, inclusi i tipi e le reazioni elettrochimiche, con tabelle e diagrammi esplicativi per studenti universitari di Informatica.
Mostra di più49 pagine

Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
Metallurgia
La maggior parte dei metalli non vengono trovati in natura sotto forma di metallo, ma sotto forma di ossidi o solfuri, che dovranno subire alcune trasformazioni prima di assumere la forma a noi nota. Ad esempio, i solfuri subiscono un iniziale arrostimento, per trasformarli in ossidi, seguito da una fase di riduzione del metallo.
Metallurgia del ferro (siderurgia)
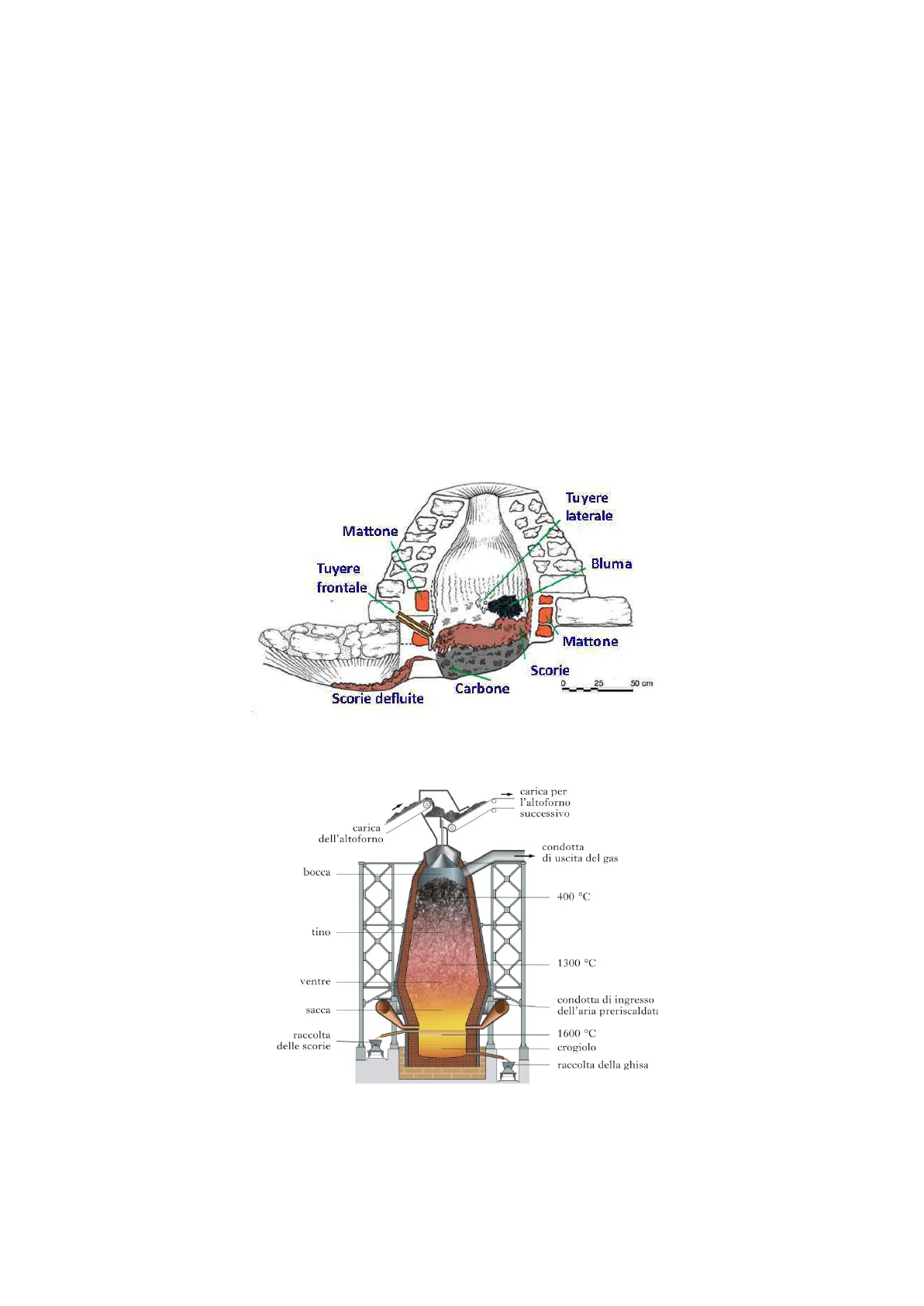
Il più antico metodo di estrazione (e lavorazione) del ferro è quello del basso forno:
- Il ferro minerale viene mischiato con carbone di legna, argilla e/o calcare in un crogiolo o una buca scavata nel terreno.
- La combustione viene alimentata attraverso dei tubi di soffiaggio.
- Il prodotto finale della combustione è una "spugna" di metallo incandescente, da cui vengono rimosse le scorie per rendere migliori le caratteristiche del metallo.
Tu yere laterale Mattone Bluma Tuyere frontale Mattone Scorie Carbone 50 cm Scorie defluite
Al giorno d'oggi si utilizzano gli altiforni, delle strutture a forma di doppio cono, alte circa 30/40 metri.
carica per l'altoforno successivo carica dell'altoforno condotta di uscita del gas bocca 400 ℃ tino 1300 ℃ ventre sacca condotta di ingresso dell'aria preriscaldate raccolta delle scorie 1600 ℃ crogiolo raccolta della ghisa
L'altoforno produce la ghisa a partire da ossidi che vengono mescolati a carbon coke. La temperatura cresce dall'alto al basso fino a raggiungere il massimo (2000 ℃) nella zona del crogiolo, dove si forma la ghisa che viene prelevata in continuo dai fori alla base dell'impianto. Attraverso le condotte viene insufflata aria calda comburente.
61Mori Matteo - Ingegneria Meccanica Università degli studi di Firenze Il coke funziona sia come combustibile che come riducente (FeO + C => Fe + CO) ed in parte va come componente della lega. La ghisa è una lega ferro-carbonio ad elevato tenore di carbonio (> 2,11% fino al 6%). E' molto fluida e quindi può essere facilmente colata in stampi, ma è più dura e fragile dell'acciaio. Per produrre invece l'acciaio, serve diminuire il tenore di carbonio al di sotto del 2,11%, quindi far ossidare il carbonio attraverso l'insufflaggio di un comburente, come dell'aria riscaldata, che permetterà al carbonio di legarsi all'ossigeno per formare gas che lascia la struttura del fuso.
Processo di solidificazione da fuso - Restringimento
Durante il passaggio dallo stato di metallo fuso a quello solido, si va incontro ad alcuni fenomeni che potrebbero compromettere l'integrità e le proprietà del metallo. Ad esempio, si va incontro ad una restrizione del volume, con conseguente formazione di piccoli pori, dovuti alla differenza nella velocità di solidificazione tra superficie del solido e interno del solido. Per evitare ciò si implementa una materozza all'interno dello stampo che solidifica per ultima, concentrando tutti i difetti al suo interno.
Difetti strutturali
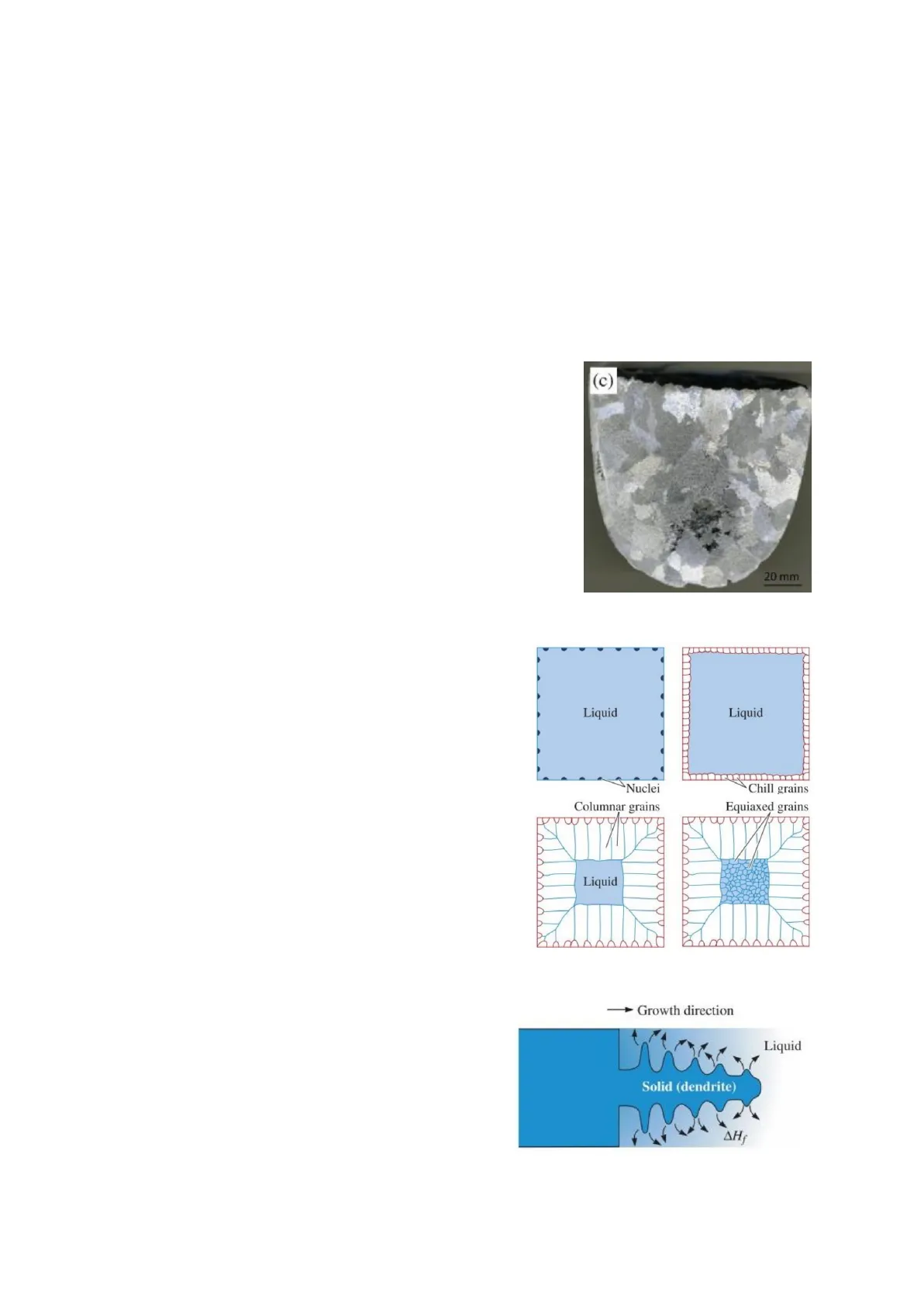
Un'altro problema che si riscontra durante il passaggio da fuso a solido è la formazione di alcuni difetti strutturali dovuti alla velocità di raffreddamento. Quando un fuso viene colato all'interno di uno stampo, l'elevata differenza di temperatura tra le superfici a contatto fa sì che la nucleazione avvenga molto velocemente, formando piccoli grani equiassici. Successivamente, il raffreddamento porta alla formazione di grani colonnari, fino al centro della struttura dove si formano grani molto fini. Queste differenze strutturali si riscontrano nelle proprietà meccaniche del metallo.
Formazione di dendriti
Se il fuso viene sottoposto a sottoraffreddamento, ovvero viene portato a temperature inferiori a quelle di solidificazione per accelerare il processo, si verifica la formazione di una struttura dendritica, dove i nuclei sulla superficie si espandono dall'esterno verso l'interno. Questa struttura rende il metallo più fragile, quindi va evitata attraverso l'inserimento di agenti nucleanti.
(c) 20 mm Liquid Liquid Nuclei Chill grains Columnar grains Equiaxed grains YWy Vw UV Liquid - + Growth direction Liquid Solid (dendrite) ΔΗf
Processi di fusione - Getto in lingottiera
62Mori Matteo - Ingegneria Meccanica Università degli studi di Firenze Il metallo fuso viene versato in uno stampo permanente, detto lingottiera o conchiglia, ricavato solitamente in ghisa o in leghe con alte temperature di fusione. È un processo più costoso della colata in sabbia, infatti la spesa deve necessariamente essere ammortizzata su un numero molto alto di pezzi, ma consente anche di ottenere pezzi più rifiniti. La progettazione dello stampo prevede un canale di colata e diversi piccoli canali di sfiato, per eliminare il gas intrappolato nel getto alle alte temperature, causa principale della porosità. Per evitare che il pezzo e la forma si uniscano, può essere utilizzata una speciale vernice isolante.
Colata in sabbia
Lo stampo in questo caso viene creato ponendo un prototipo della forma del lavorato da ottenere in una vasca, che verrà successivamente riempita di sabbia. La sabbia viene compressa in modo che prenda la forma del prototipo, che poi viene rimosso per lasciare spazio al metallo fuso che dovrà prendere la forma. Una volta completata la solidificazione del fuso, lo stampo in sabbia viene frantumato e la sabbia può essere anche riciclata.
Pattern Molten metal 0 Core H Sand core Metal casting Sand Compacted sand/clay/H2O (green sand) Finished casting
NB: Nello stampo può venir inserita anche un "anima", necessaria per produrre pezzi cavi.
Pressofusione
Il processo di pressofusione è simile alla colata in conchiglia, con l'unica differenza che il metallo fuso viene introdotto nella forma con l'ausilio di una pressione. Questo processo garantisce una finitura superficiale migliore.
Processi di formatura
63Mori Matteo - Ingegneria Meccanica Università degli studi di Firenze I processi di formatura dei metalli si possono compiere sia a caldo che a freddo. Si dice processo a caldo quando il metallo viene riscaldato a temperature vicino a quella di fusione prima di venir lavorato, mentre si dice a freddo quando il metallo viene lavorato a temperatura ambiente.
Formatura a caldo
- Maggiore lavorabilità
- Maggiori variazioni di forma
- Evitano l'incrudimento
- Maggiori costi
- Maggiori difficoltà
- Ossidazione superficiale
Formatura a freddo
- Incrudimento (necessità di ricotture)
- Migliore qualità superficiale
- Possono essere effettuate anche successivamente alla colata
Laminazione
Il materiale viene fatto passare attraverso dei rulli che lo schiacciano, facendo diminuire la sezione. La laminazione a caldo permette di avere diminuzioni di sezione maggiori e una minore presenza di incrudimento, ma generalmente dà superfici con rugosità più alte e dimensioni imprevedibili. Invece, la laminazione a freddo, incrudisce maggiormente il materiale, aumentando la sua resistenza, ma con maggiore lavoro e dispendio energetico. Si riescono però ad ottenere pezzi più rifiniti e precisi.
Forgiatura (o stampaggio)
Il metallo viene posto all'interno di una pressa che comprime il materiale metallico su uno stampo (aperto o chiuso), imponendone la forma voluta.
-Mold Guide pin A B C >Molded piece Plastic granules
Trafilatura
64Mori Matteo - Ingegneria Meccanica Università degli studi di Firenze La trafilatura è un processo di deformazione plastica a freddo, nel quale il pezzo in lavorazione viene costretto da una forza di trazione a passare attraverso delle matrici di diametro via via decrescente fino al diametro desiderato, riducendone la sezione. E' importante effettuare una costante lubrificazione per diminuire la forza di attrito tra filiera e metallo.
Filiera - -+ F σ Af Ao α
Estrusione
Nel processo di estrusione il materiale viene spinto ad alta pressione attraverso una matrice di forma complessa, facendola assumerla anche al materiale. Questo processo può venir effettuato sia a caldo che a freddo. Ha il vantaggio di poter formare forme complesse, ma col rischio di formare cricche superficiali dovute alla velocità del processo.
Container liner Container Billet Die Pressing stem Die backer A Dummy block Extrusion (a) Billet Dummy block Container liner Backing dis Tool stem Container Die Extrusion (b)
Idroformatura
Nel processo di idroformatura la lamiera viene deformata plasticamente grazie all'azione di un fluido (acqua o olio) che esercita una pressione idrostatica sulla lamiera stessa. La forma finale del pezzo idroformato è determinata dal contatto con il fluido da una parte, mentre dall'altra con un semistampo.
Af
Additive Manufacturing
65Mori Matteo - Ingegneria Meccanica Università degli studi di Firenze Questa tecnica di lavorazione, a differenza delle altre principali tecniche che consistono nel rimuovere materiale (asportazione di truciolo), consiste nell'aggiunta del materiale per comporre un pezzo, senza alcuna produzione di scarti. Si procede infatti strato per strato aggiungendo materiale secondo quella che è la forma del manufatto. I vantaggi principali sono l'eliminazione dello scarto e una libertà di fabbricazione molto ampia, in quanto si possono creare pezzi semplici o complessi.
Leghe ferrose, acciai e ghise
66LEGHE FERROSE, ACCIAI E GHISE
- al di sopra del 2,14% in peso di carbonio (massimo contenuto di carbonio nell'austenite) sono GHISE
- al di sotto sono acciai
Acciai oltre Fe e C possono avere anche altri elementi in lega. Possono essere:
- BASSOLEGATI: pochi elementi in lega. E si classificano in base al contenuto di carbonio: < 0,008, di C in peso, si ha FERRO DOLCE (cristalli di ferrite con poca cementite). ALTOLEGATI: c'è almeno un 5% di un altro elemento in lega.
Acciai bassolegati
- Acciai a basso tenore di C (<0,25%), sono acciai ferritici, con un po' di cementite che va formare una struttura perlitica. Struttura ampia di ferrite con qualche grano di perlite. Materiale caratterizzato da elevata duttilità ed è facilmente lavorabile. Poco legati con altri materiali, in modo che non vadano ad incidere sulle proprietà meccaniche del materiale. Applicazioni: lamiere, tubazioni, pannelli per automobili, acciaio strutturale. Difficili da temprare.
- Acciaio a medio tenore di C (0.25< C <0,6%), acciai che vengono temprati, e si trovano come prodotto finale sotto forma di martensite rinvenuta. Sono più performanti meccanicamente, il doppio più deformabili plasticamente. Applicazioni: di tipo strutturale, scalpelli, coltelli, molle. Come martensite rinvenuta, non ne abbassa la duttilità ma ne aumenta la resistenza meccanica.
- Acciaio ad alto tenore di C (0,6< C < 2,14%), più facilmente temprabili, prodotto finale come martensite rinvenuta, materiale abbastanza duro e vengono addizionati con elementi come Cromo, Vanadio, Molizeno, Tungsteno perché sono elementi detti 'carburanti', cioè si legano fortemente al carbonio formando i CARBURI, che sono composti intermetallici simili alla cementite, carburi di metalli, estremamente duri, e quindi conferiscono durezza e resistenza a questi materiali. Applicazioni: punte di trapano, seghe.
UNI EN 10027
Norma che ci dice come classificare gli acciai, la quale divide 2 tipologie: GRUPPO 1 e GRUPPO 2.
- GRUPPO 1, acciai definiti in base all'utilizzo e alle caratteristiche meccaniche, definiti con un codice alfanumerico.
- GRUPPO 2, acciai definiti in base alla composizione chimica, contenuto di elementi.
Gruppo 1
Lettera ci dice l'impiego dell'acciaio. Il numero ci dice le caratteristiche meccaniche, CARICO DI SNERVAMENTO (espresso in Mpa o N/mm^2) J e K mi dicono la resilienza o la tenacità a frattura. (J=energia da impatto min di 27J, K= energia da impatto min di 40J, ad una certa temperatura, indicata dal numero vicino), il resto ci indica le altre caratteristiche fisiche. ACCIAIO CALMATO, o effervescente: Gli acciai si producono dall'alto forno, da cui esce un liquido che è vicino all'eutettico che Fe-C, per ridurre il contenuto di Carbonio lo si va ad insufflare con aria o ossigeno. Così facendo, vado ad inserire dell'ossigeno nel fuso e succede che la reazione non è completa, ovvero rimane un po' di ossigeno e di carbonio all'interno del fuso. Nel momento in cui vado
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
