Curso de Materiales Compuestos del Ministerio de Educación y Formación Profesional
Diapositivas del Ministerio de Educación, Formación Profesional y Deportes sobre Curso de Materiales Compuestos. El Pdf detalla la preparación, estabilización y macizado de núcleos en materiales compuestos, incluyendo estructuras de baja densidad y procedimientos de certificación. Es un recurso de Tecnología para Formación profesional.
Ver más37 páginas

Visualiza gratis el PDF completo
Regístrate para acceder al documento completo y transformarlo con la IA.
Vista previa
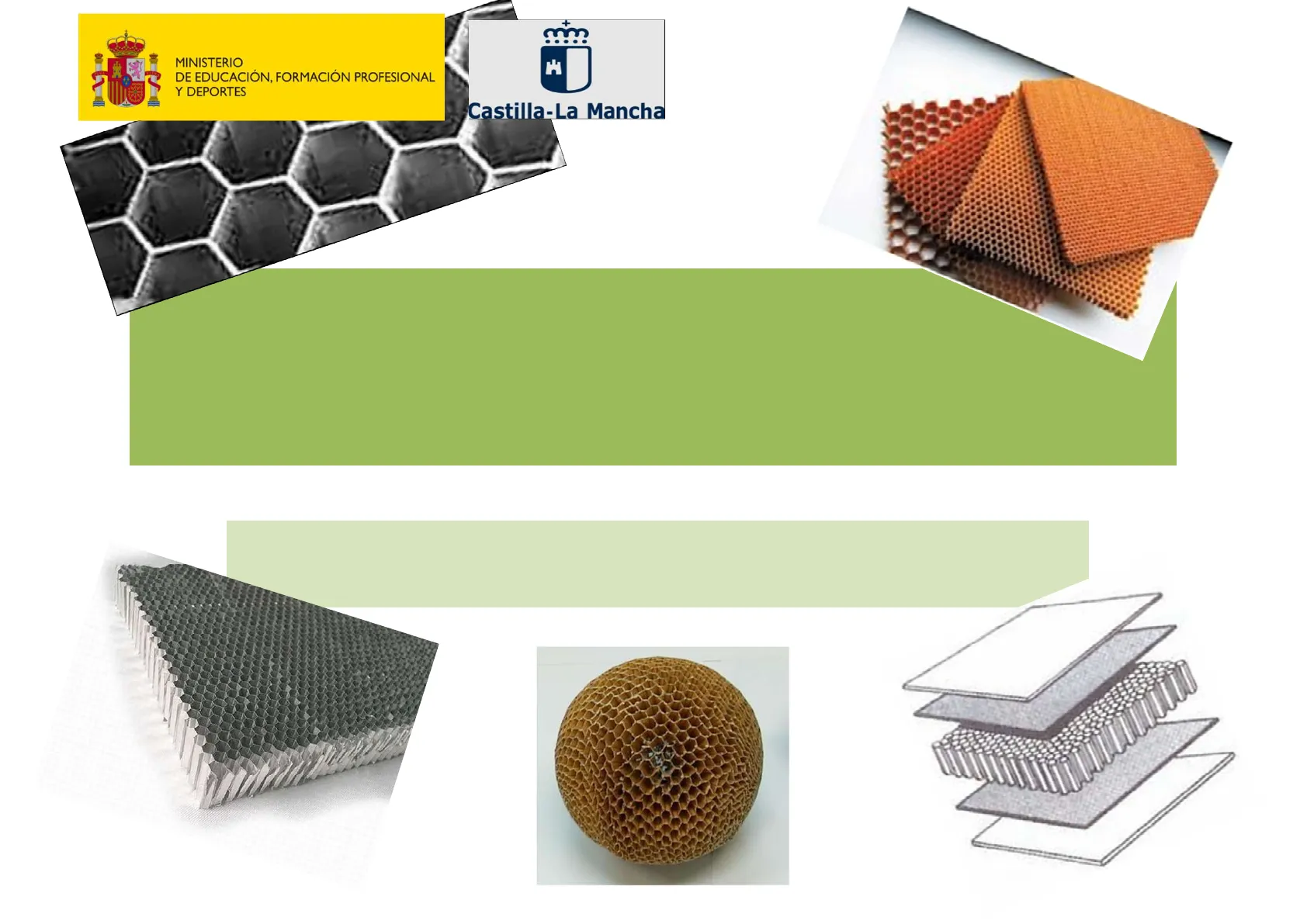
Preparación de Núcleos
MINISTERIO DE EDUCACIÓN, FORMACIÓN PROFESIONAL Y DEPORTES Castilla-La Mancha CURSO DE MATERIALES COMPUESTOS NUCLEOSNUCLEOS PREPARACION
- Los núcleos son estructuras de baja densidad que separan dos paneles en una estructura "sándwich" con objeto de rigidizar el componente final.
- Deberán estar certificados y recepcionados bajo los criterios establecidos por el cliente.
- Los núcleos están constituidos por láminas muy delgadas, metálicas o no metálicas impregnadas en resinas y formando estructuras celulares. Las láminas pueden estar unidas mediante soldadura (metálicas) o por adhesivo ( metálicas y no metálicas).
- El almacenamiento y manejo de este material, se realizara, evitando que se produzcan daños por contaminación (grasas, aceites, suciedad etc), y otras condiciones que pudieran provocar el deterioro de las propiedades físicas y mecánicas del núcleo.
Limpieza de Núcleos (Parte 1)
NUCLEOS LIMPIEZA 1
- Se evitara la acumulación de polvo, agentes húmedos u otra sustancia que ajena.
- Durante las operaciones de corte mecanizado y limpieza, se deberán utilizar guantes de algodón.
- La limpieza se podrá realizar mediante aspiración o aire a presión, limpio y seco, este ultimo deberá estar controlado según normativa aplicable.
- Para núcleos con densidad inferior a 32Kg/m3 y estabilizados por una de sus caras, no se permite la limpieza por soplado, puede producir desencolados.
Limpieza de Núcleos (Parte 2)
NUCLEOS LIMPIEZA 2
- Cuando el núcleo este contaminado, la limpieza se realizara de la manera
siguiente y utilizando los materiales autorizados.
- Limpieza por pulverización: (no aplicable a elementos metálicos) La zona a limpiar se pulverizara con disolvente durante 1 minuto, pudiendo repetir la operación sin sobrepasar un tiempo acumulado de 4 minutos.
- Limpieza por frotamiento: (no aplicable a elementos metálicos) Se aplicara sobre zonas muy localizadas y a núcleos estabilizados, frotando la zona contaminada con trapos limpios, sin hilachas, impregnados en disolvente (max. 4 min)
- Limpieza por desengrase en fase de vapor : (no aplicable a núcleos Nomex) Se realizara según normativa aplicable, no superando más de 30 segundos cada exposición, ni un acumulado de 2 minutos.
Los productos disolvente se manejaran en áreas convenientemente acondicionadas.
Secado de Núcleos
NUCLEOS SECADO Este proceso se realizara por un tiempo de 5 horas y a una temperatura de 80°± 5º C, o 12 horas a 50°± 5º C. Realizada la operación de secado, y hasta su posterior utilización, se introducirán en bolsas perfectamente cerradas, conteniendo agente desecante. Los núcleos no metálicos deben ser utilizados en un plazo no superior a 12 horas después del secado o eliminación de la bolsa protectora. Para los núcleos metálicos, solo requerirán secado cuando se aplique la limpieza previa por desengrase en fase vapor, siendo en este caso de 30 minutos a una temperatura 60 + 80ºC.
Conformado de Núcleos
NUCLEOS CONFORMADO
- Colocar el núcleo entre 5 y 10 minutos sobre el útil y calentar a alta temperatura. (220℃ aprox).
- Tomara forma lentamente sin sufrir daños.
- No se permite un tratamiento térmico para un núcleo ya conformado.
- Los limites de deformación de las celdillas estarán definidos en la documentación dependiendo de sus características.
Estabilización de Núcleos (Parte 1)
NUCLEOS ESTABILIZACION 1
- Se realizara para facilitar el manejo y evitar deformaciones , roturas y aplastamientos.
- Cualquier sistema de estabilización que suponga un aumento de peso en el elemento acabado, deberá estar documentado en el plano.
- Todos los sistemas de estabilización deberán de eliminarse a excepción de las realizadas por grapado, película de adhesivo o prepeg.
Estabilización de Núcleos (Parte 2)
NUCLEOS ESTABILIZACION 2
- La estabilización por medio del grapado, solo se podrá realizar para núcleos de fibra de vidrio.
GRAPA H NUCLEO H 2-4 Celdillas EMPALME GRAPADO
Estabilización de Núcleos (Parte 3)
NUCLEOS ESTABILIZACION 3
- La estabilización por medio de adhesivo film, se realizara cuando así lo indique el plano.
- Se aplicara bolsa de vacio 530+610mm Hg, y se mantendrá durante todo el ciclo.
- El tejido pelable se mantendrá hasta las operaciones de Lay-up, para evitar contaminaciones.
BOLSA DE VACÍO TEJIDO ADHESIVO "FILM" PELÍCULA SEPARADORA PERFORADA NUCLEO ADHESIVO "FILM" - TEJIDO
Estabilización de Núcleos (Parte 4)
NUCLEOS ESTABILIZACION 4
- La estabilización por medio de papel adhesivo.
- Consiste en papel Kraft cubierto con adhesivo y protegido con una película de polietileno.
- No tiene pegajosidad a temperatura ambiente.
- Colocar con sobrante de 25mm por todos los extremos para facilitar su manipulación.
- Colocar la capa de adhesivo en contacto con el núcleo.
- Aplicar calor suavemente mediante prensas de platos calientes o plancha domestica sin vapor, no superar los 120℃ aprox.
- El adhesivo fluirá en las superficies de las celdillas.
- Dejar enfriar con un peso ligero.
- En este punto el núcleo esta preparado para ser mecanizado.
Estabilización de Núcleos (Parte 5)
NUCLEOS ESTABILIZACION 5
- La estabilización por medio de papel adhesivo.
- Después de terminar con el mecanizado se podrá retirar el papel.
- Se recomienda 10 a 30 segundos de calentamiento antes de proceder a retirarlo.
Estabilización de Núcleos (Parte 6)
NUCLEOS ESTABILIZACION 6
- La estabilización por medio de cinta adhesiva.
- Se empleara para núcleos de papel de poliamida, que no requieran un alto grado de estabilización para el proceso de mecanizado.
- Preferiblemente se utilizara un material con resistencia al desgarro y alta adherencia a temperatura ambiente.
- Colocar con sobrante de 25mm por todos los extremos para facilitar su manipulación.
- Posicionar hacia arriba la superficie donde ponga el papel.
- Retirar el papel protector del adhesivo y colocar esta ultima en contacto con el núcleo.
- Colocar con la presión de la mano o un trapo exento de hilachas.
- Se efectúa el mecanizado, y se retira el adhesivo, mediante una simple tracción y a temperatura ambiente.
Estabilización de Núcleos (Parte 7)
NUCLEOS ESTABILIZACION 7
- La estabilización por medio de bandas rugosas .
- Utilizada para evitar el desplazamiento durante el ciclo de curado.
Las capas de F. C. podran escalonarse Preimpregnado F.C. Núcleo Tira granulada Preimpregnado F.C. Util 75mm mín. 25mm mín.
Estabilización de Núcleos (Parte 8)
NUCLEOS ESTABILIZACION 8
- La estabilización mediante material pre-impregnado de fibra de vidrio.
- Aplicable solo para la estabilización de núcleos para mecanizado.
- Posicionar por ambas caras una capa de FV pre-impregnado, realizar bolsa
de vacio y realizar ciclo de curado.
- Calentamiento 0,5 a 4,5℃/min, temperatura estabilizada 160±5°C.
- Tiempo de estabilización de 90 120 min.
- Velocidad de enfriamiento ≤ 5°C.
- Presión: 2,4 +3 bares (40±5psi).
- Temperatura de desmoldeo ≤ 60℃.
- Ventilar la bolsa de vacio cunado la presión alcance 0,7 bares psig.
- El núcleo esta listo, se eliminara la fibra de vidrio mediante el pelado manual.
Macizado de Núcleos
NUCLEOS MACIZADO DE NUCLEOS
- Se realizara cuando sea requerido por el plano.
- Las razones mas comunes son:
- Para zonas de insertos.
- Bordes de núcleo.
- Chaflanes o zonas frágiles.
- Núcleo limpio y seco.
- Eliminar sobrante mediante lijado.
$ 17.5 -0.05 -0.01 00.1 (4 TAL. ) Z1-1 0.5 = 9 5. 9 13 V 6 TAL. + 17.5 -0:01 $0.1 4 Z1-1 9 6 TAL. M5 + @0: 1 0 0.1 10 A 12 .0.5 17 20 18 12 > 19 . +24 +0,05 -0.01 +00.1
Empalme de Núcleos por Enclavijado o Grapado
NUCLEOS EMPALME DE NUCLEOS
- Por enclavijado o grapado
- Exclusivo para los de fibra de vidrio.
- Procederemos a montar dos secciones en anchuras de 2 a 4 celdillas.
- Con alturas superior a 25mm se puede achaflanar la unión.
2+4 CELDILLAS NUCLEO < 1,5 mm > 25 mm ANGULO DE 45º CHAFLAN GRAPA 1 H NUCLEO H - 2-4 - EMPALME GRAPADO Celdillas
Empalme de Núcleos por Encolado
NUCLEOS EMPALME DE NUCLEOS
- Por encolado
- Realizar la limpieza y secado de núcleo cuando corresponda.
- Se realizara mediante adhesivo foam.
- Ambos núcleos se mantendrán unidos con firmeza.
- La cantidad de capas de adhesivo se definirán en función de la separación real de los núcleos.
TAMAÑO CELDILLA NUCLEO SEPARACION MAXIMA PERMITIDA mm mm (1) 3,17 (1/8) 3,17 4,76 (3/16) 4,76 6,35 (1/4) 4,76 9,52 (3/8) 6,35 (1) Cuando se empalmen núcleos de tamaño de celdilla distinto, se aplicará la separación máxima permitida al núcleo de celdilla menor.
Empalme de Núcleos: Curado y Almacenamiento
NUCLEOS EMPALME DE NUCLEOS
- Se curara según proceda para cada tipo de adhesivo.
- Línea encolada será continua con un máximo de 2 celdas de ancho.
- Se podrá almacenar en bolsa hasta su utilización.
- Puede realizarse en sentido vertical y horizontal.
NÚCLEO ADHESIVO "FILM" PREIMPREGNADO F.V. SEPARACION MAX IMA
Características de los Núcleos
NUCLEOS CARACTERISTICAS
- Las más relevantes son:
- Permiten un gran ahorro de peso.
- Se consigue una gran reducción de tiempo y coste de fabricación.
- Se utilizan en zonas que no requieran grandes solicitaciones mecánicas (puertas, trampas, superficies de control).
- No requieren almacenajes especiales (lugar fresco y limpio y colocados en posición horizontal)
Estructuras Sándwich con Núcleos
NUCLEOS ESTRUCTURAS SANDWICH 1 Skin - Compression Core Shear Skin 1 Tension PIEL SUPERIOR PIEL SUPERI NUCLEO NUCLEO PIELINFERIOR PIEL INFERIOR
Inconvenientes de los Núcleos
NUCLEOS INCONVENIENTES
- Son altamente sensibles a la absorción de agua/humedad y otros líquidos.
- Tienen baja resistencia al impacto. Pueden sufrir daños con una baja energía de impacto.
- Son sensibles al pandeo.
- Pueden aparecer problemas en las reparaciones remachadas.
Fabricación de Núcleos: Proceso Estándar
NUCLEOS FABRICACION, PROCESO STANDADAR Raw materials Printing Stacking Bonding Expanding W-Direction . T-Diedin W - Direction T - Direction L - Direction L- Direction Slicing Curing Dipping Stabilizing L
Proceso Estándar de Fabricación de Núcleos
NUCLEOS FABRICACION, PROCESO STANDADARNUCLEOS
Parámetros Principales de los Núcleos
PARAMETROS PRINCIPALES Hexagonal Cell T W direction * direction NODO e T T L W W Direction L Dimoilon
- Nodo: Zona de pegado entre celdillas
- Dirección longitudinal (L) (Ribbon): Es la dirección perpendicular al sentido de la expansión del núcleo o la línea recta paralela a los nodos.
Parámetros Principales: Dirección, Altura, Espesor, Tamaño y Densidad
PARAMETROS PRINCIPALES
- Dirección transversal (W): Es la dirección de expansión del núcleo o la perpendicular a los nodos.
- Altura del núcleo (T): distancia entre las caras del núcleo.
- Espesor de la hoja: Espesor de las láminas que forman las celdillas.
- Tamaño de celdillas: Distancia entre los lados opuestos de una celdilla o el diámetro del círculo inscrito en una celdilla. Este diámetro suele variar en general entre 1.5 a 9.6 mm.
- Densidad: peso por unidad de volumen del núcleo. Depende del espesor de la hoja, material y diámetro de la celdilla. Suelen variar entre 28 y 96 Kg/m3.
¿Non has encontrado lo que buscabas?
Explora otros temas en la Algor library o crea directamente tus materiales con la IA.
