Lavorazioni non convenzionali: meccaniche, elettriche, termiche e chimiche
Documento dall'Università sulle lavorazioni non convenzionali. Il Pdf, di Tecnologia per l'Università, esplora le lavorazioni non convenzionali, distinguendole dalle tradizionali e classificandole in base all'energia impiegata, come meccanica, elettrica, termica e chimica, con focus su USM e WJC.
Mostra di più27 pagine

Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
Lavorazioni non convenzionali
Tutte le lavorazioni fino ad ora presentate utilizzano utensili da taglio per rimuovere il materiale, nonché energia meccanica, e rimuovono il materiale attraverso deformazione plastica. Oltre queste lavorazioni convenzionali e tradizionali, ci sono le lavorazioni non convenzionali. I processi di lavorazione finora presentati sono definiti tradizionali e convenzionali. In tali lavorazioni vengono utilizzati utensili da taglio affilati per asportare un truciolo dal materiale in lavorazione mediante deformazione plastica tangenziale. In aggiunta a questi metodi convenzionali, vi è una famiglia di processi che impiegano altri meccanismi per asportare materiali: le lavorazioni non convenzionali. Tali processi asportano il materiale in eccesso con l'ausilio di svariate tecniche, che comprendono l'utilizzo di energia meccanica, termica, elettrica o chimica (oppure la combinazione di tutti questi tipi di energia). Questi processi non impiegano quindi un utensile da taglio affilato nel senso convenzionale.
Motivazioni per le lavorazioni non convenzionali
Esistono diverse motivazioni per le quali sono nate tali lavorazioni:
- È necessario ottenere tolleranze dimensionali, tolleranze di forma e finiture superficiali non realizzabili dai processi tecnologici primari per garantire un funzionamento affidabile ed appropriato dei componenti;
- Permettono di ottenere componenti con profili interni ed esterni, spigoli vivi e planarità non realizzabili nei processi di formatura e stampaggio;
- Permettono di ottenere speciali caratteristiche superficiali ottenibili soltanto con processi di asportazione di materiale;
- Le superfici trattate termicamente al fine di migliorare la durezza e la resistenza all'usura necessitano di operazioni di finitura;
- Le lavorazioni alle macchine utensili possono risultare più economiche, ad esempio per piccoli lotti.
Anche con le lavorazioni non convenzionali si asporta materiale dal pezzo in lavorazione. Tuttavia il principio non è la deformazione plastica senza variazione di volume ma una deformazione plastica che permette di togliere materiale con energie non tradizionali. Alcuni sistemi sono costosi nell'applicazione.
Tecnologie di lavorazione e confronto
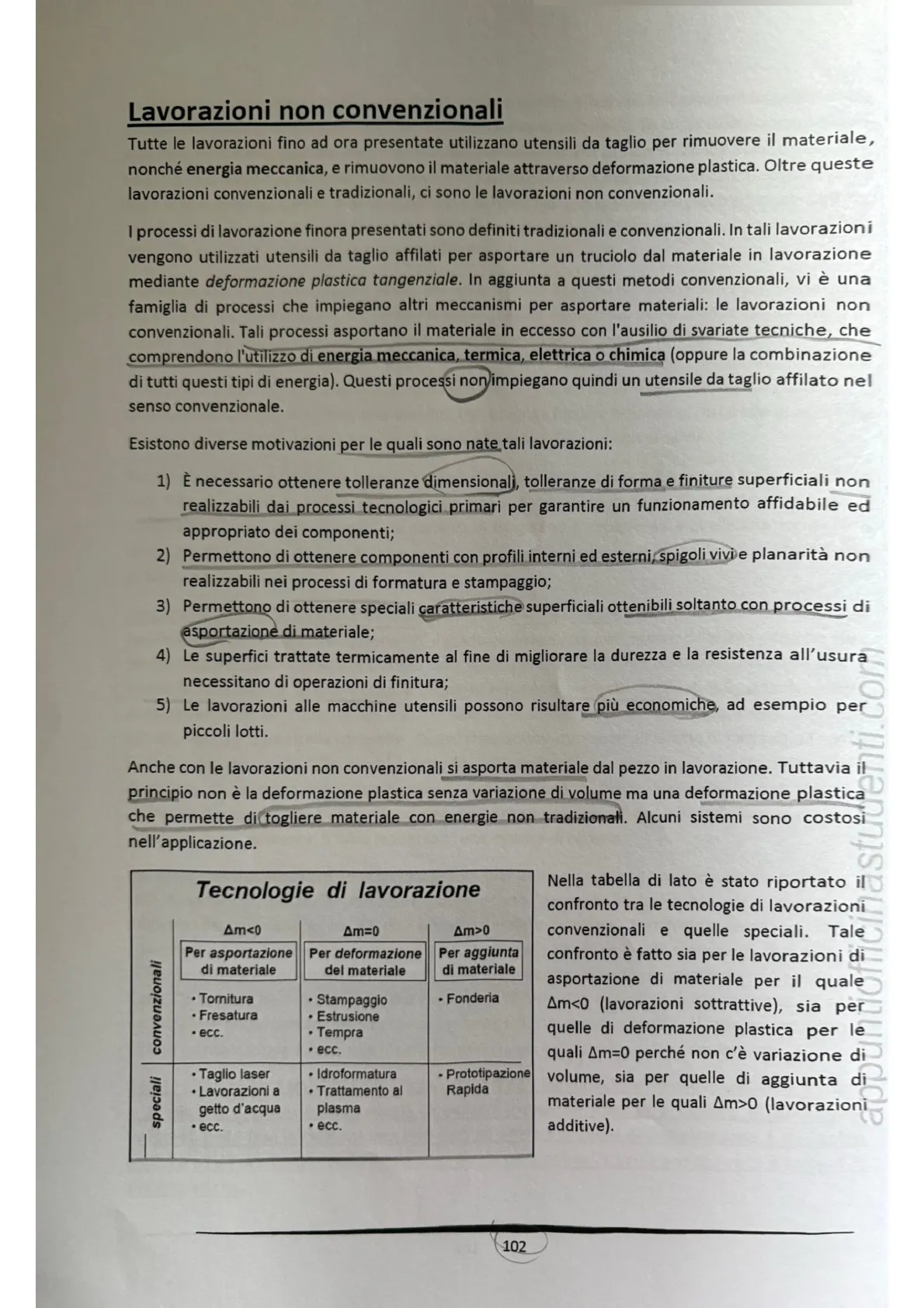
Tecnologie di lavorazione Am<0 Δm=0 Am>0 Per asportazione di materiale Per deformazione del materiale Per aggiunta di materiale convenzionali · Tornitura · Stampaggio · Fonderia · Fresatura · Estrusione · ecc. · Tempra · ecc. · Taglio laser · Idroformatura speciali · Lavorazioni a getto d'acqua · Trattamento al plasma · Prototipazione Rapida · ecc. · ecc. Nella tabella di lato è stato riportato il confronto tra le tecnologie di lavorazioni convenzionali e quelle speciali. Tale confronto è fatto sia per le lavorazioni di asportazione di materiale per il quale Am<0 (lavorazioni sottrattive), sia per quelle di deformazione plastica per le quali 4m=0 perché non c'è variazione di volume, sia per quelle di aggiunta di materiale per le quali Am>0 (lavorazioni additive). "@ fiastudenti.com) 102
Sviluppo e classificazione dei processi non tradizionali
I processi non tradizionali vennero sviluppati a partire dalla Seconda guerra mondiale principalmente in seguito alla richiesta di nuove esigenze di lavorazione, che non potevano essere soddisfatte con metodi convenzionali. Queste esigenze e la conseguente importanza commerciale e tecnologica dei processi non tradizionali comprendono:
- la necessità di lavorare metalli e non metalli di nuova concezione, con proprietà particolari (ad esempio, elevata resistenza, elevata durezza ed elevata tenacità);
- la necessità di geometrie di componenti insolite e/o complesse;
- la necessità di evitare danni superficiali su componenti che spesso accompagnano le sollecitazioni indotte dalle lavorazioni convenzionali per asportazione di truciolo.
I processi non tradizionali sono spesso classificati in base all'energia utilizzata per l'asportazione di materiale. Possono essere classificati nei seguenti 4 tipi:
Energia Meccanica: viene sfruttata l'energia meccanica in una forma diversa dall'azione di un utensile da taglio convenzionale come l'abrasione, cioè si erodere il materiale usando un getto ad alta velocità (getto ad acqua o getto di abrasivi/polveri o getto di acqua ed abrasivi miscelati); Energia Elettrica: questi processi non tradizionali rimuovono il materiale tramite energia elettrochimica; il meccanismo è l'opposto della deposizione elettrolitica (rivestimento delle superfici, aggiunta di materiale); 3. Energia Termica: generalmente applicata su una piccolissima porzione della superficie del pezzo, rimuovono quella porzione mediante la fusione e/o vaporizzazione del materiale; Questo tipo di energia è generata dalla conversione dell'energia elettrica (effetto Joule); il pezzo, attraversato da energia elettrica, si riscalda grazie al movimento degli atomi; 4. Energia Chimica: molti materiali (in particolare i metalli) sono sensibili agli attacchi chimici di alcuni acidi o agenti chimici. Ogni metallo ha il suo specifico reagente che permette di asportare il materiale, seppur in piccole quantità e in zone particolari e molto focalizzate; la lavorazione è infatti molto selettiva.
Processi ad energia meccanica
In questo paragrafo sono esaminati i vari processi non tradizionali ad energia meccanica:
- lavorazioni ad ultrasuoni
- taglio con getto d'acqua
- taglio con getto d'acqua abrasivo
- lavorazione con getto abrasivo
appuntiofficinastudent.com 103
Lavorazioni ad ultrasuoni (USM - Ultrasonic Machining)
Fanghiglia Utensile Getto Pezzo Le lavorazioni ad ultrasuoni (USM) sono un processo attraverso il quale l'abrasivo contenuto in una fanghiglia viene spinto ad altissima velocità contro la superficie grazie ad un utensile che vibra a bassa ampiezza intorno ai 0,076 mm e ad alta frequenza (circa 20.000 Hz). Si ricordi che le onde ultrasoniche hanno frequenze Figura 27.1: Lavorazioni ad ultrasuoni molto elevate ed ampiezza bassa. In tali lavorazioni gli ultrasuoni sono creati utilizzando un sonotrodo, un trasduttore di energia elettrica in energia meccanica, con all'interno un cristallo piezoelettrico che, alimentato con corrente elettrica, vibra con una certa frequenza.
- La lavorazione avviene nel modo seguente: si crea un foro all'interno del materiale, si aggiunge un liquido con particelle abrasive chiamato fanghiglia, si inserisce il sonotrodo all'interno della fanghiglia e questo, vibrando lungo l'asse verticale del foro, spinge le particelle abrasive contro il materiale, che cedono energia meccanica e asportano il materiale. La forma dell'utensile è la forma al negativo di ciò che si desidera ottenere sul pezzo.
I materiali per utensili, che generalmente vengono utilizzati, sono l'acciaio dolce e quello inossidabile. Gli abrasivi sono materiali molto duri altrimenti non è possibile effettuare la lavorazione e tipicamente sono: nitruro di boro, carburo di boro, ossido di alluminio, carburo di silicio e diamante. La dimensione dei grani è compresa tra 100 e 2000 (come visto per la mola la sezione media del grano è l'inverso di tale valore misurato in pollici quadri). La dimensione dei grani determina in modo significativo la finitura superficiale sulla nuova superficie lavorata: minore è la grandezza dei grani minore è il materiale asportato e la finitura superficiale è ottima. L'ampiezza della vibrazione è uguale approssimativamente alla dimensione dei grani. Lo spazio che si crea tra utensile e pezzo, chiamato luce, è mantenuto all'incirca il doppio della dimensione dei grani. Se questo spazio fosse troppo piccolo, le particelle non acquistano energia a sufficienza per estrarre il materiale stesso a causa del poco spazio; al contrario, se lo spazio fosse troppo grande, le particelle perderebbero energia lungo il loro cammino e non avrebbero l'energia necessaria per asportare materiale La fanghiglia nelle USM consiste di una miscela di acqua e particelle abrasive. Le concentrazioni di abrasivi nell'acqua vanno dal 20 al 60%. La fanghiglia può essere messa continuamente in circolazione per portare grani "freschi" nell'intercapedine tra utensile e pezzo. Essa ha anche la funzione di allontanare i trucioli e i grani abrasivi usurati creati dal processo di taglio. Lo sviluppo delle lavorazioni mediante ultrasuoni è stato motivato dalla necessità di lavorare materiali duri e fragili, come quelli ceramici, il vetro e i carburi. La quantità di materiale asportato nell'unità di tempo (tasso di rimozione del materiale) è una grandezza importante. Il materiale che si riesce a rimuovere nell'unità di tempo è determinato dall'ampiezza e dalla frequenza delle vibrazioni del sonotrodo. All'aumentare di queste due aumenta il tasso di rimozione del materiale. 104
Velocità di asportazione del materiale
Velocità di asportazione del materiale Frequenza Ampiezza Ampiezza, Frequenza Altro aspetto importante è la velocità di asportazione del materiale rispetto ad ampiezza e frequenza di oscillazione. Si è detto che allaumentare di queste due aumenta il tasso di rimozione del materiale. In particolare, la curva che si ottiene variando la sola ampiezza ha un'inclinazione maggiore di quella ottenuta variando la sola frequenza. Ciò significa che aumentando l'ampiezza si ha il tasso di rimozione maggiore piuttosto che aumentando la frequenza.
Taglio con getto di acqua (WJC - Water Jet Cutting)
Il taglio con getto di acqua utilizza un getto sottile, ad alta pressione, ad alta velocità di acqua diretto verso la superficie del pezzo in lavorazione. Per ottenere il getto di acqua sottile si utilizza un eiettore (ugello) con piccola apertura di diametro compreso tra 0,1 e 0,4 mm. Per fornire il flusso con sufficiente energia per il taglio si usano pressioni da 400 a 600 Mpa e di conseguenza il getto raggiunge velocità fino a 900 m/sec. Il fluido viene pressurizzato attraverso una pompa idraulica. L'unità dell'eiettore si compone di un supporto e un ugello in pietra preziosa. Il contenitore è realizzato in acciaio inox mentre l'ugello è realizzato in zaffiro, rubino o diamante. Il diamante ha la durata maggiore ma il costo in assoluto più elevato. Nella WJC i fluidi da taglio sono soluzioni di polimeri che sono da preferire per la loro tendenza a produrre un flusso coerente. Importanti parametri di processo nella WJC comprendono:
- la distanza di lavorazione o distanza di standoff: è lo spazio che separa l'apertura dell'ugello dalla superficie del pezzo. Di solito è auspicabile che questa distanza sia piccola al fine di minimizzare la dispersione del getto fluido prima che abrada la superficie. Una tipica distanza di lavorazione è 3,2 mm.
- il diametro di apertura dell'ugello: la dimensione del foro dell'ugello influisce sulla precisione del taglio: aperture minori si utilizzano per tagli sottili o su materiali meno spessi; per tagliare materiali di maggiore spessore si richiedono getti più spessi e pressioni maggiori;
- la pressione dell'acqua;
- la velocità di avanzamento del taglio: si riferisce alla velocità con cui l'ugello WJC trasla lungo il percorso di taglio. Tipiche velocità di avanzamento vanno da 5 a oltre 500 mm/s
appuntiofficinastudenti.com 105
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
