Principi di logistica industriale e distributiva, gestione dei flussi
Documento di Università sui Principi di logistica industriale e distributiva. Il Pdf esplora la gestione dei flussi di materiali, il layout degli stabilimenti e l'ottimizzazione dei processi, con diagrammi e formule per illustrare i concetti chiave di Economia.
Mostra di più53 pagine

Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
Principi di logistica industriale e distributiva
10/01/2022 Studiamo quello che riguarda la movimentazione, la gestione dei flussi di materiali all'interno di sistemi produttivi e logistici. Per sistemi produttivi e logistici si intendono le infrastrutture che partono dalla gestione della materiale prima fino alla trasformazione/consegna del materiale finito. Dietro ad ogni prodotto c'è una filiera fatta di processi (produttivi e trasformazioni) e da processi di processi di servizio: imballaggio, confezionamento, stoccaggio, consolidamento e distribuzione; queste ultime sono attività che non danno valore aggiunto al prodotto, ma sono necessari in quanto il prodotto viene consumato lontano da dove vengono realizzato.
Gestione dei flussi e layout
Gestione dei flussi all'interno dello stabilimento > layout: definire la locazione delle risorse (macchina, ufficio, sala mensa) all'interno del sistema produttivo. Di conseguenza si generano dei percorsi da un punto ad un altro.
Unità di carico: serve a movimentare la merce da un punto ad un altro. Tipicamente questo si consolida nel pallet che è considerato un imballaggio terziario (supporto che forma l'unità di carico), poi all'interno ci sono tante box (imballo secondario) che contiene un involucro che circondano il prodotto.
Imballo primario > imballaggio secondario > imballaggio terziario: rappresenta la gerarchia di prodotto imballo.
È importante definire questa gerarchia perché il prodotto va trasportato e l'efficienza con cui si trasporta la merce da un punto ad un altro dipende dall'abilità di caricare la merce nella gerarchia di imballo, mantenendo la sicurezza del prodotto, dell'operatore. Ovvero quante piastrelle riesco a mettere sopra al pallet mantenendo tutte le caratteristiche di sicurezza del prodotto, dell'operatore e dell'economicità dell'imballo? Una volta che ho definito come si costruisce l'unità di carico, devo pensare come questa si muove all'interno dello stabilimento oppure come lo stesso pallet può essere caricato su un autocarro (sistema di trasporto internodo) per distribuire il prodotto. normalmente si cerca di consolidare la produzione all'interno di uno stabilimento (che abbiamo progettato definendo il suo layout) che poi fornirà merce a tutti i suoi clineti attraverso una rete di magazzini.
Definire l'unità di imballo permette di definire quanto piastrelle riesco a caricare sull'autocarro, se riesco a massimizzare questo numero riduco il numero di trasporti; se faccio questo ho minor consumo, minor emissioni, minori costi, minori ore uomo di trasporto. Quindi l'obiettivo complessivo è quello di efficientare i processi che partono dalla trasformazione della materia prima al rifornimento del cliente. Efficientare vuol dire ridurre tutti gli sprechi in termini di tempo - lavoro, costo, emissioni (aspetti ambientali).
Se riusciamo ad efficientare il numero di piastrelle contenuti in un cartone, riusciamo a ridurre ad esempio il numero di cartone utilizzato nell'imballaggio per unità di prodotto distribuita; di conseguenza riduciamo quindi il consumo di materiale, il costo e anche il trasporto.
P - Q Chart e Facility layout
P - Q Chart: ho un prodotto, ho una domanda e da questo come organizzo il layout?
Facility layout e material halding (flusso di materiale)
Lo scopo è l'illustrazione e l'applicazione di effetti quantitativi e modelli sistematici e strumenti per FL e MH.
- Supply chain plannig: disciplina che si occupa di progettazione, pianificazione, gestione e controllo di un sistema di produzione e distribuzione di un prodotto (sistemi produttivi, di servizio, infrastrutture di trasporto (es porto, perché è un hub in cui viene confluita merce e parte merce).
Flussi tra nodi o location all'interno dello stesso nodo. Nelle location mettiamo le risorse.
- Facility layout: posizione delle macchine, stazioni di lavoro all'interno di uno stabilimento produttivo.
- Layout planning: determinazione della migliore ubicazione di [ .. ]. Si parla di layout planning quando si progetta il layout di uno stabilimento.
- Material handing: soluzioni e tecnologie (modello, metodi e attrezzature) per muove i prodotti (carico, scarico).
- Decision support system: sistemi di supporto decisionali. Si modella, si semplifica il sistema che stiamo studiando e poi si utilizzano degli strumenti (es software) per gestire e quantificare la nostra decisione.
Ogni volta che bisogna progettare uno stabilimento bisogna progettare il layout.
Progettare un buon layout vuol dire tornare prima dell'investimento: ogni volta che progetto uno stabilimento devo metterci dei soldi, delle infrastrutture, delle macchine. Prima riesco a creare un sistema che è efficiente nel produrre (riduce il tempo, le ore uomo), prima io riesco a tornare nell'investimento.
Bisogna massimizzare il throughput ovvero la produttività: numero di pezzi sull'unità di tempo (giorno, mese, anno). Se a parità di risorse massimizzo la produttività ho maggiore guadagno. Massimizzare la produttività non necessariamente si sposa con la riduzione dei costi. La produttività guarda la velocità del sistema, ovvero quanto riesco a buttare fuori nell'unità di tempo, a prescindere da quanti costi sto generando. C'è sempre la leva dei costi da tenere in considerazione. Ci sono due tipi di costi: di tipo capitale (paghiamo una volta e poi lo ammortizziamo in più anni es. un camion, un carrello elevatore) e di tipo operativo (costi variabili relativi a quanto produciamo: costi della manodopera, della materia prima).
C'è un problema legato alla sostenibilità del processo ceramico: ci sono alcune fasi del processo che richiedono tanta energia e questo vuol dire avere impatto sull'ambiente. L'idea è creare dei sistemi che favoriscano il maggior controllo attraverso la tracciabilità del prodotto, dell'energia consumata, dell'effettiva domanda ricevuta dal cliente (produco perché ho effettivamente materiale da mandare). Questo si può ottenere anche grazie ad una corretta progettazione del layout.
Se ho un controllo preciso di tutti gli stadi, riesco a migliorare il mio sistema.
Industria 4.0: sensorizzare l'azienda, lo stabilimento e renderlo controllabile.
Aumentare la sicurezza del lavoratore, l'ergonomia, ridurre il prodotto fuori qualità, ridurre le emissioni, i consumi energetici, il consumo di acqua.
Analisi di Pareto e P - Q Chart
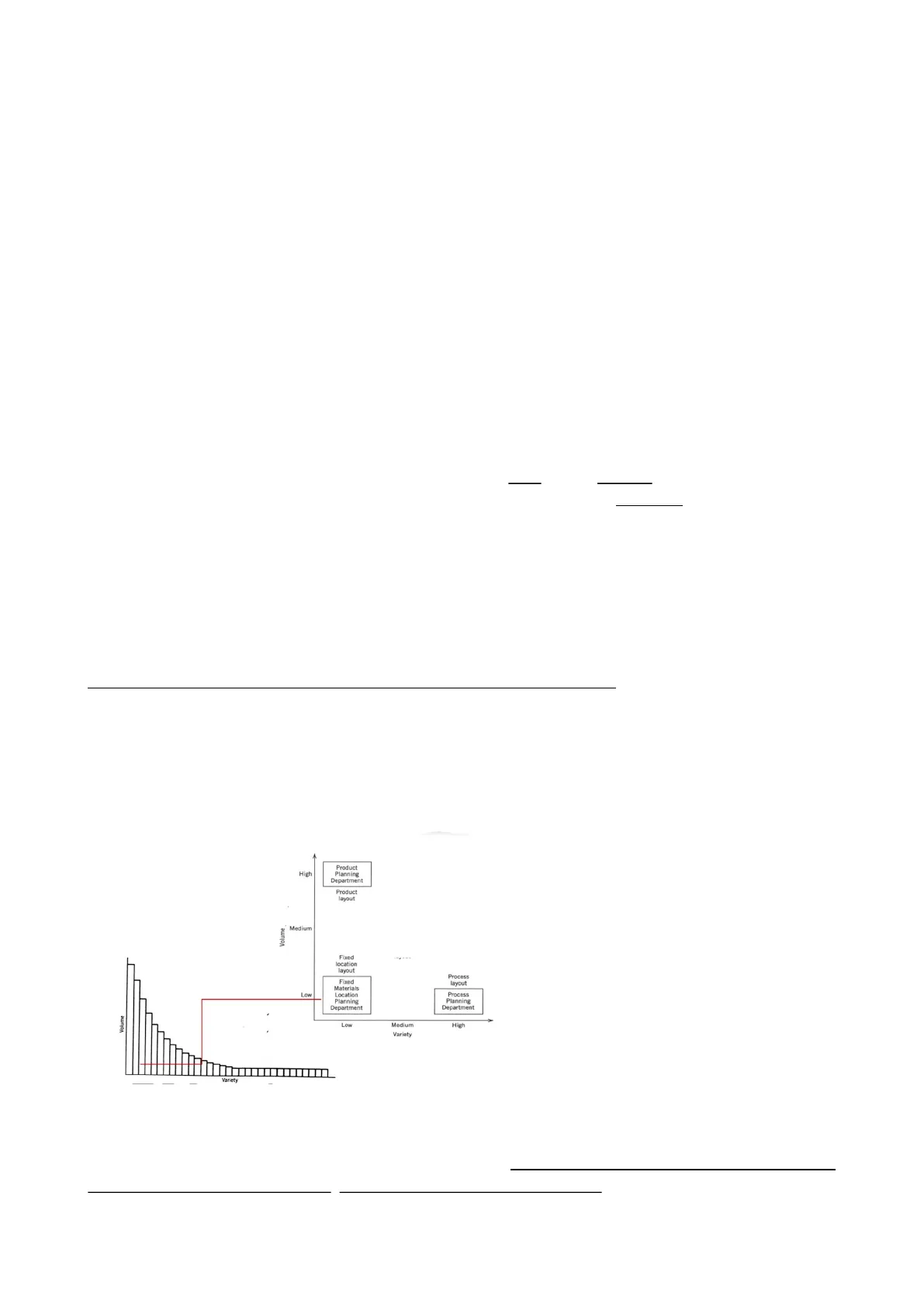
P - Q Chart (Analisi di Pareto)
High Product Planning Department Product layout Volume . Medium Fixed location layout Fixed Process layout Low Materials Location Planning Department Process Planning Department Volume Low Medium Variety High Variety
- Definizione e varietà del prodotto/articolo
- Selezione di un periodo storico T
- Raccolta dati sui volumi (quantità di produzione o vendite)
Per fare questa tabella ci vogliono due colonne di excel.
Questo grafico ci dice qual è il volume produttivo di ogni prodotto che uno stabilimento ha nel proprio mix produttivo.
Analisi prodotto - quantità: volume di ogni prodotto che ogni azienda ha nel suo mix produttivo. Ad esempio ha decine di prodotti finiti nel suo catalogo che vende al consumatore. Ognuno di quelle referenze è un prodotto del mio mix d produzione, quindi il mix di produzione è l'intera offerta di prodotti che un'azienda è in grado di offrire. Più profondo è il mix, più prodotti ho. Un mix produttivo profondo vuol dire che ho un'offerta molto vasta, questo ha un impatto decisivo sul tipo di layout.
La varietà di prodizione è sulle ascisse, mentre nelle ordinate c'è il volume di produzione sull'unità di tempo (es. pezzi/anno).
In excel servono due colonne:
- A: nome del codice;
- B: volume produttive annuo.
Più righe ho nella mia tabella, più profondo è il mix produttivo. Le referenze devono essere messe in ordine decrescente di volume produttivo.
Quello che risulta è una curva decrescente. Viene anche detta Pareto Analysis perché Pareto era un economista che studiava la distribuzione della ricchezza.
Il risultato è avere poche referenze che cumulano tanto volume e tante referenze che cumulano poco volume > caratteristiche diverse che richiedono tipologie di layout diverse.
Devo capire cos'è l'item: per me è la piastrella ceramica. Vado a vedere tutti gli item nel mio catalogo. Prendo un periodo temporale (l'anno o il mese) e vado a vedere quanto ne produco di ciascuna in quel determinato periodo. Infine faccio un excel con due colonne e le ordino per quantità decrescente ottenendo il grafico.
Negli anni '60 ad esempio si producevano tante unità produttive di pochi modelli. Il caso più emblematico è quello delle auto. Ford è l'inventore dei sistemi produttivi di come li conosciamo ora. Ford è anche fautore di molte delle modalità gestionali di tali sistemi; applicò per primo l'ingegneria ai sistemi produttivi imparando a controllare i sistemi. L'uomo è quasi un ingranaggio in questo sistema. Ogni stadio della linea all'interno della mia produzione deve durare un certo tempo, con un certo numero di operazioni e quindi cercavano di automatizzare anche la risorsa più economica che era l'operatore umano.
Finita la guerra si sono un po' persi. I giapponesi sono andati ad imparare e hanno creato un modo diverso di concepire la produzione. Loro dissero: se il prodotto invece di essere prodotto in tante unità (elevati moduli) per un numero limitato di prodotti diversi (come facevano gli americani) fosse molto differenziato? C'è stata l'esplosione dei mix produttivi. Modello Giapponese > modello Toyota: domanda che è fatta di poche unità e di tante referenze diverse, quindi devo essere flessibile. Il tipo di domanda che provavano a soddisfare si concentrava sulla seconda parte della curva.
Adesso siamo all'estremizzazione di questo > siamo allo stiramento di questa curva.
Questo sistema se non è gestito bene diventa insostenibile >
Americani e Giapponesi si sono messi insieme e hanno soddisfatto un mercato che si va a collocare al centro della curva.
Hanno provato a creare delle famiglie di prodotto (es prendo tutte le piastrelle che sono simili, in quanto cambia solo il tipo di Volume smalto). Questo vuol dire che prendo tante piccole torri del grafico sulla destra, le metto insieme su un'unica torre che Variety rappresenta la torre della famiglia e non dell'unico prodotto; ottengo un andamento cumulativo. Ho una zona ibrida in cui ho un numero buono di famiglie di prodotto che cumulano tanti volumi che cumulano tutta insieme fatte di piccoli volumi fatti di tantissimi prodotti diversi.
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
