Tejido y materiales preimpregnados: características y vida útil
Diapositivas de Universidad sobre Tejido. El Pdf detalla las características de los tejidos, la distinción entre trama y urdimbre, y los preimpregnados. Este material de Tecnología es útil para estudiantes universitarios, abordando la identificación de kits y el tiempo de vida de los materiales.
Ver más19 páginas


Visualiza gratis el PDF completo
Regístrate para acceder al documento completo y transformarlo con la IA.
Vista previa
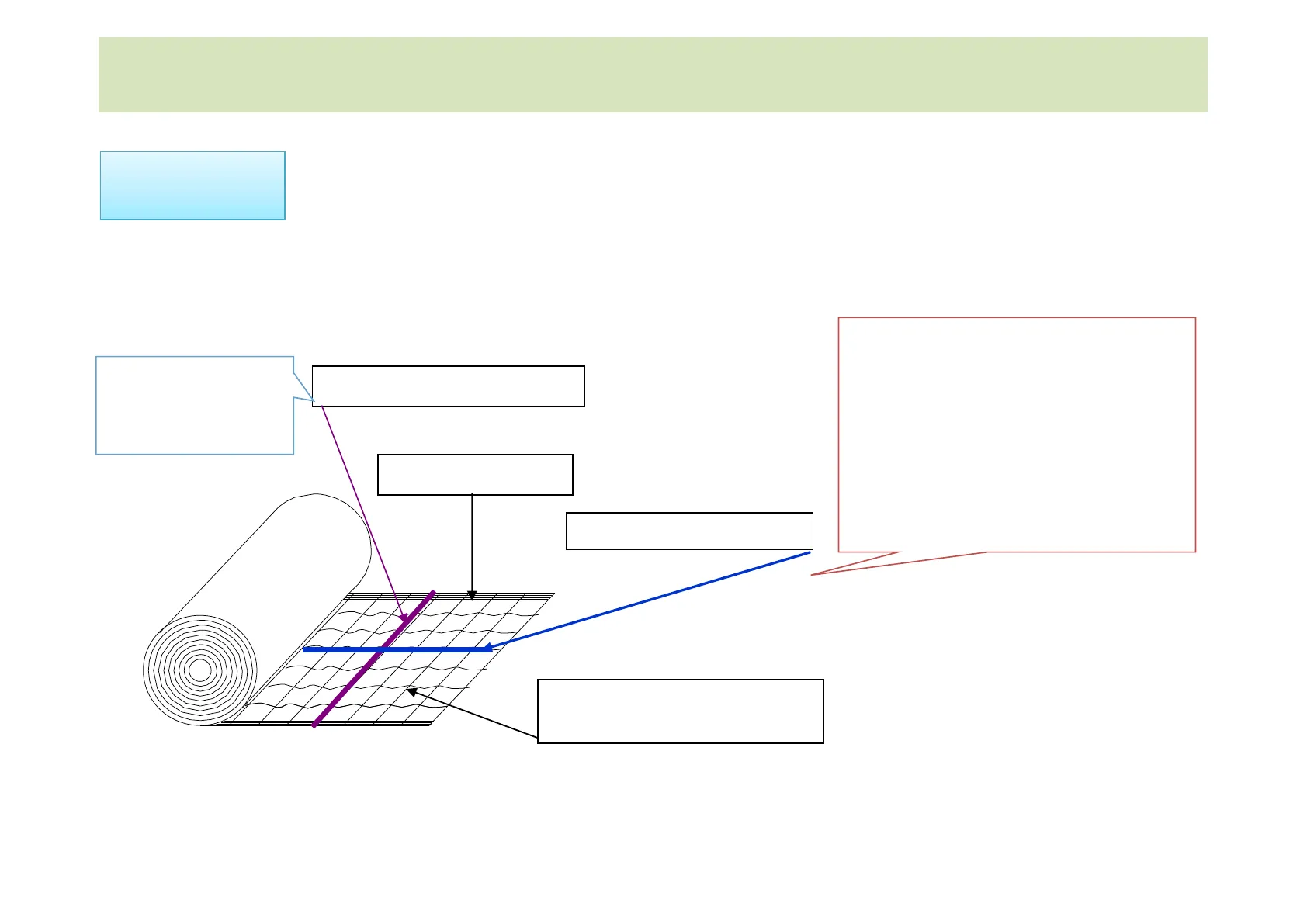
TEJIDO
TEJIDO Entrelazado de hilos en dos direcciones perpendiculares.
TRAMA Y URDIMBRE
TEJIDO No actúa bajo tensión HILO DE TRAMA ORILLO HILO DE URDIMBRE -Dirección bajo tensión -Siempre a mayor carga. -Fija la orientación del filamento.
TEXTURA O CRUZAMIENTO
TEJIDO
PROPIEDADES
Las propiedades mecánicas vienen definidas por las direcciones de trama y urdimbre. Se suministran en forma de rollos de peso y anchuras variables. Uso exclusivo en lay-up manual. No se pueden automatizar en el lay up, pero si en el corte.
TIPOS DE TEJIDO
TEJIDO fetán o tejido plano: Cada hilo se entrelaza alternativamente por encima y por debajo del hilo de la dirección opuesta. Presentan propiedades mecánicas similares en ambas direcciones. PASO 1-1=> Hilo urdimbre e hilo de trama. HILO DE URDIMBRE 5 HILO DE URDIMBRE - 1 2 3 4 5 6 7 8
TIPOS DE TEJIDO SATÉN
TEJIDO Satén de puntada 5 o tejido 5 harness satén (5H satén): Cada hilo de trama salta sobre cuatro hilo urdimbre antes de pasar por debajo del siguiente. Es muy flexible y se adapta mejor que el tafetán a curvas complejas cuando tiene que deformar. HILO DE URDIMBRE 6 7 8 (9 (10 -HILO DE URDIMBRE 1 2 3 4 5 6 8 9 10
CINTA UNIDIRECCIONAL
CINTA Formada por hilos en una única dirección. Se suministran en forma de rollos de peso y anchuras variables. Difícil de manejar en lay-up manual. Uso perfecto en lay up y corte automático.
RESINAS
RESINAS Producto químico de origen sintético o natural y de estructura compleja. Aumenta la cohesión de las fibras. Transmite las cargas aplicadas. Protege de los agentes ambientales y del daño mecánico Las resinas utilizadas en los M.C. deben: Mojar bien la superficie de la fibra. Fluir durante la polimerización para formar estructuras homogéneas y compactas Formar sus enlaces durante la polimerización. Reacción química en la que dos o más moléculas se combinan para formar otra en la que se repiten unidades estructurales de las primitivas y su misma composición porcentual cuando estas son iguales.
APLICACIÓN DE RESINAS
RESINAS Pueden aplicarse en método húmedo, en procesos manuales. APLICACION Laminación: se realiza de forma manual o mecánica, con baja viscosidad, una vez mezclado con endurecedor, su tiempo de vida es corto. Superficie: empleada para acabados superficiales, pudiendo conseguir espesores de 1,5mm, son viscosas y llevan carga incorporada. Colada: baja viscosidad que facilita su introducción en moldes, disminuyendo la posibilidad de burbujas, llevan carga incorporada para evitar la fácil rotura. Relleno: se emplean para grandes huecos, no demasiado resistentes.
RESINAS TERMOESTABLES
RESINAS TERMOESTABLES Polimerizan con calor, presión y vacio. Reacción química irreversible. Tiempo de vida limitado antes de polimerizar. Al calentarlos no funden, sino que descomponen. No son re procesables. Alto coste de fabricación.
RESINAS TERMOESTABLES EPOXÍDICAS
RESINAS TERMOESTABLES Epoxidicas: Son las más empleadas por sus características mecánicas y de buena adhesión con la fibra. La temperatura de servicio oscila entre 60 y 150ºC. Resisten bien a los ácidos y disolventes. Son las más utilizadas en elementos estructurales.
RESINAS TERMOESTABLES FENÓLICAS
RESINAS TERMOESTABLES Fenólicos: Empleadas donde las condiciones de temperatura en servicio son elevadas Condiciones Mecánica inferiores a las Epoxidicas. Gran emisión de volátiles, que presentan problemas en la compactación. Buena estabilidad dimensional y resistencia a disolventes acuosos.
RESINAS TERMOESTABLES BISMALEIMIDAS
RESINAS TERMOESTABLES Bismaleimidas: mayor resistencia a altas temperaturas. Bajo contenido en volátiles (huecos). Necesidad de proceso de postcurado, para optimizar rendimientos. Buenas propiedades mecánicas en húmedo y en caliente.
RESINAS TERMOPLÁSTICAS
RESINAS TERMOPLASTICAS Se conforman con calor y presión. Proceso reversible. Son reciclables. Tiempo de vida indefinido. Al calentarlos funden antes de descomponerse, dependiendo de la temperatura. Posibilidad de reprocesado. Alto coste de materia prima, aunque tiene bajo coste de fabricación. Ejemplo: Cúpulas, en automoción, en tapas toma naca y man-hole (nylon 66 + fibra de vidrio)
PREIMPREGNADOS
PROCESO DE PREIMPREGNADO
PROCESO ESTUFA PROCESO SOLVENT MEDIDOR DE ESPESOR TAMBOR DE REFRIGERACIÓN APLICACIÓN DEL PROTECTOR PREPREG REFUERZO ELIMINACIÓN EXCESO DE RESINA BAÑO DE RESINA
VENTAJAS DE LOS PREIMPREGNADOS
VENTAJAS Impregnación uniforme y homogénea. Posibilita operaciones de corte, y preparación Kits para reducir tiempo de manipulación del material ,utilización de útiles, etc. Favorece la automatización de la producción y disminuye el material desperdiciado. Relación refuerzo/matriz constante. El proceso y manipulación simplifica el inventario de materia prima a un solo producto.
TIEMPO DE VIDA DE LOS PREIMPREGNADOS
TIEMPO DE VIDA 0 Vida de manejo: Máximo tiempo acumulado que puede permanecer a temperatura ambiente hasta finalizar el lay-up. Vida total a Tª ambiente: Máximo tiempo acumulado que puede estar a Tª ambiente hasta el comienzo del ciclo de curado.( Lay-up + compactado hasta curado) Los requerimientos en cuanto a vida máxima de manejo y vida total vienen definidos en la documentacion aplicable correspondiente. Si en la fabricación del elemento se utiliza un proceso de conformado en caliente, el tiempo de vida total a temperatura ambiente se reduce a 300 horas máximo. Cuando en un kit o elemento se utilizan materiales diferentes, la vida total a Tª ambiente aplicable será la menor de todas ellas.
IDENTIFICACIÓN DE KIT DE PREIMPREGNADOS
IDENTIFICACION KIT BATCH (Lote): Pre-impregnado fabricado en una operación continua en idénticas condiciones. LOTE: Cantidad de material pre-impregnado procedente de un mismo Batch y recibido en un único envío. ROLLO: Material contenido en un soporte. TIEMPO DE ALMACENAJE: Máximo tiempo que el material puede ser almacenado en refrigeración. O MATERIAL SEPARADOR: Polietileno o similar que sirve para separar sucesivas vueltas de un rollo de pre-impregnado y le protege de la contaminación.
¿ALGUNA PREGUNTA ?MUCHAS GRACIAS POR VUESTRA ATENCION
¿Non has encontrado lo que buscabas?
Explora otros temas en la Algor library o crea directamente tus materiales con la IA.
