Appunti ed esercizi di tecnologia sulle prove non distruttive
Documento di Università su Appunti ed esercizi di tecnologia – Prove non distruttive. Il Pdf esplora le prove non distruttive, focalizzandosi sulla classificazione delle discontinuità strutturali e sui metodi di liquidi penetranti e magnetoscopia, utile per lo studio della Tecnologia.
Mostra di più19 pagine

Visualizza gratis il Pdf completo
Registrati per accedere all’intero documento e trasformarlo con l’AI.
Anteprima
Prove non distruttive
Le discontinuità strutturali possono essere classificate a seconda della loro natura e della loro apparenza, nel seguente modo:
- inclusioni: sostanze estranee non metalliche inglobate nel metallo di base e che ne interrompono la continuità;
- soffiature: parti vuote causate da gas rimasti nel materiale al momento della solidificazione;
- porosità: moltitudine di piccole cavità provocate da gas presenti nel metallo durante la solidificazione;
- cricche: fessurazioni, interne o esterne, dovute a varie cause; la presenza di questo tipo di discontinuità, in un manufatto sollecitato, implica l'incremento delle sollecitazioni locali all'apice della cricca.
Un pezzo è difettoso se una delle innumerevoli discontinuità strutturali è tale da compromettere l'integrità o la funzionalità del pezzo stesso o porta alla violazione di una specifica tecnica o di un capitolato di fornitura. Non tutte le discontinuità possono essere tali da classificare un pezzo come difettoso (da scartare o da riparare).
Le discontinuità possono essere:
- di produzione, derivanti dai processi di colata, dalle lavorazioni per deformazione plastica, dalle lavorazioni alle macchine utensili, dai processi di saldatura, dal trattamento termico;
- di esercizio, derivanti dall'impiego del componente o di tutto l'impianto e, quindi, dalle condizioni di sollecitazioni (statiche o dinamiche) e di corrosione in cui si trova a operare.
Le prove non distruttive rivelano la presenza delle discontinuità senza danneggiarlo oppure deformarlo. I principali vantaggi delle prove non distruttive sono:
- Costruzioni più spinte: la sicurezza di Impiegare materiale integro, nei limiti delle possibilità offerte dai controlli non distruttivi, permette di aumentare le sollecitazioni calcolate in sede di progetto e perciò di ridurre i pesi e diminuire i costi. (FASE DI PROGETTAZIONE)
- Riduzione dei costi di fabbricazione: si possono ridurre i costi per la possibilità di eseguire controlli sul materiale grezzo prima e durante la lavorazione. I pezzi difettosi possono essere sostituiti preventivamente, evitando così scarti dopo la fabbricazione e i danni economici derivanti dalle ore di lavorazione perse e dai ritardi nelle consegne. Nel caso di difetti meno gravi è possibile eseguire per tempo eventuali riparazioni, permettendo così l'utilizzazione del materiale, che altrimenti verrebbe scartato all'apparire dei difetti In fase finale; sui pezzi finiti, infatti, non Controlli non distruttivi è quasi mai possibile effettuare riparazioni efficienti. (FASE DI esame visivo magnetoscopla radiologia ricerca di difetti Interni nel materiall ricerca di difetti superficiali o subsuperficiali ricerca di difetti superficiall visibili PRODUZIONE)
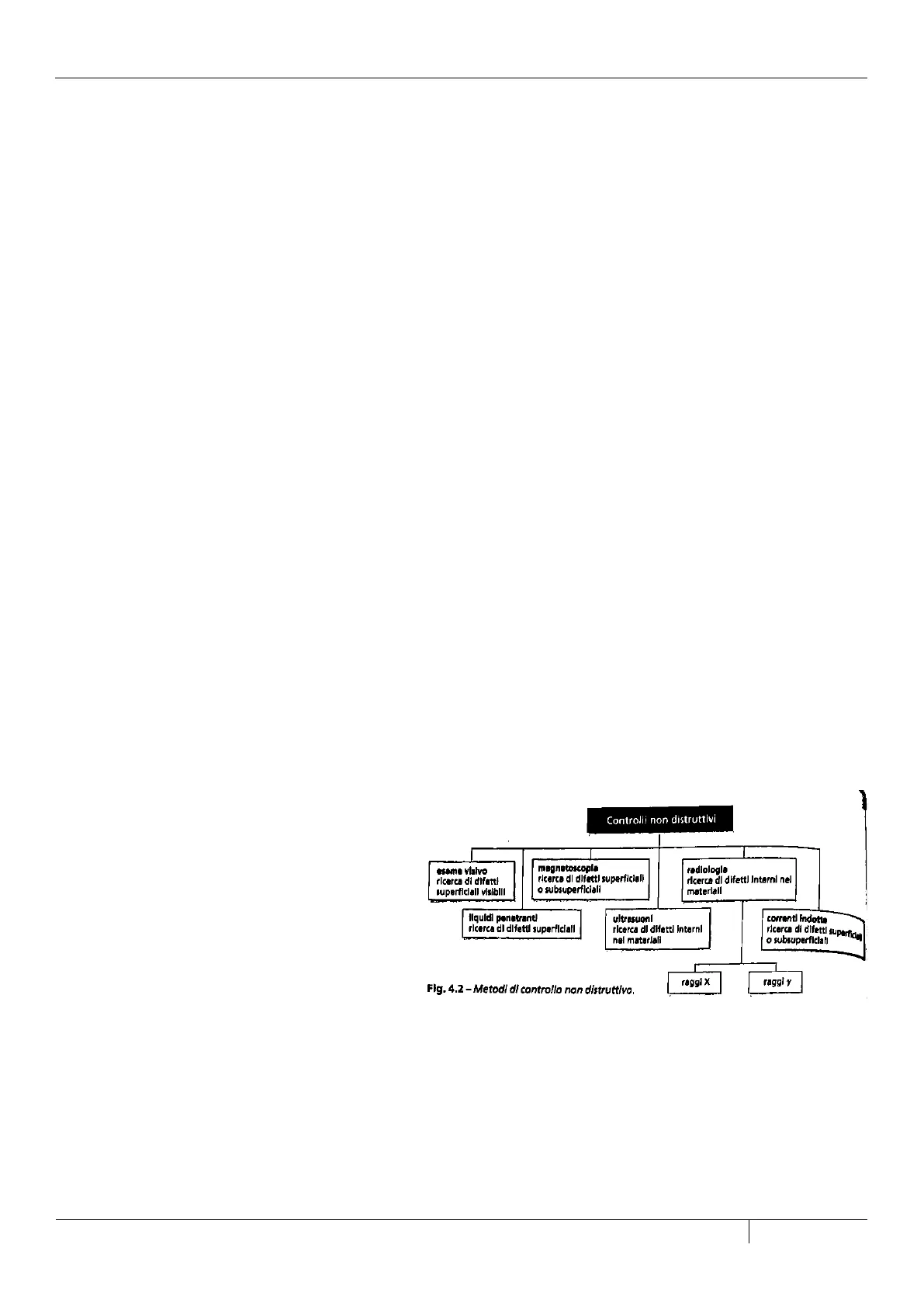
- Sicurezza nell'esercizio delle costruzioni: i controlli non distruttivi finali garantiscono l'assenza di difetti pericolosi, e quindi massima efficienza e durata delle costruzioni. Ilquidi penetranti ricerca di difetti superficiali ultrasuoni ricerca di difetti interni nel materiali correnti Indotta ricerca di difetti superficie o subsuperficial! raggi x raggi y Fig. 4.2 - Metodi di controllo non distruttivo. (FASE DI VITA DEL PRODOTTO)
I controlli non distruttivi possono essere effettuati:
- in accettazione (controlli di qualità sui semilavorati);
- in processo (durante le fasi lavorative);
- in servizio (controlli effettuati durante la vita della macchina, in funzionamento o in manutenzione).
I principali metodi di controllo non distruttivo utilizzati nell'industria meccanica sono quelli riportati qui sopra. La scelta del metodo più opportuno dipende sia dai difetti che si vogliono rilevare sia dalle caratteristiche del materiale da esaminare; si devono quindi considerare: Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi Pag. 1 di 19Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi
- le proprietà fisiche del materiale (ferromagnetismo, conducibilità);
- lo stato del materiale (fusione, laminato, saldato);
- il grado di finitura superficiale;
- il tipo, la posizione e l'entità dei difetti che si vogliono rilevare; . il costo delle attrezzature necessarie.
La letteratura tecnica attribuisce una sigla ai singoli metodi di Prova non Distruttivi (PnD): MT = magnetoscopia; PT = liquidi penetranti; RT = radiografia.
Liquidi penetranti
L'esame con liquidi penetranti serve per rilevare l'esistenza di difetti che affiorano sulla superficie del prodotto da controllare. Alcuni processi produttivi, come ad esempio:
- I trattamenti termici
- I trattamenti di finitura superficiale
- La saldatura
possono provocare difetti superficiali piccoli ma molto pericolosi perché le tensioni maggiori sono proprio quelle che agiscono in superficie. Il controllo mediante liquidi penetranti può essere effettuato su tutti i materiali purché:
- non siano troppo porosi (altrimenti il materiale assorbe completamente il liquido penetrante).
- non reagiscano chimicamente o fisicamente con i prodotti utilizzati per l'esame.
Principio del metodo
L'esame con liquidi penetranti è fondato sul potere bagnante di alcuni liquidi, dove per potere bagnante si intende l'Insieme delle seguenti caratteristiche:
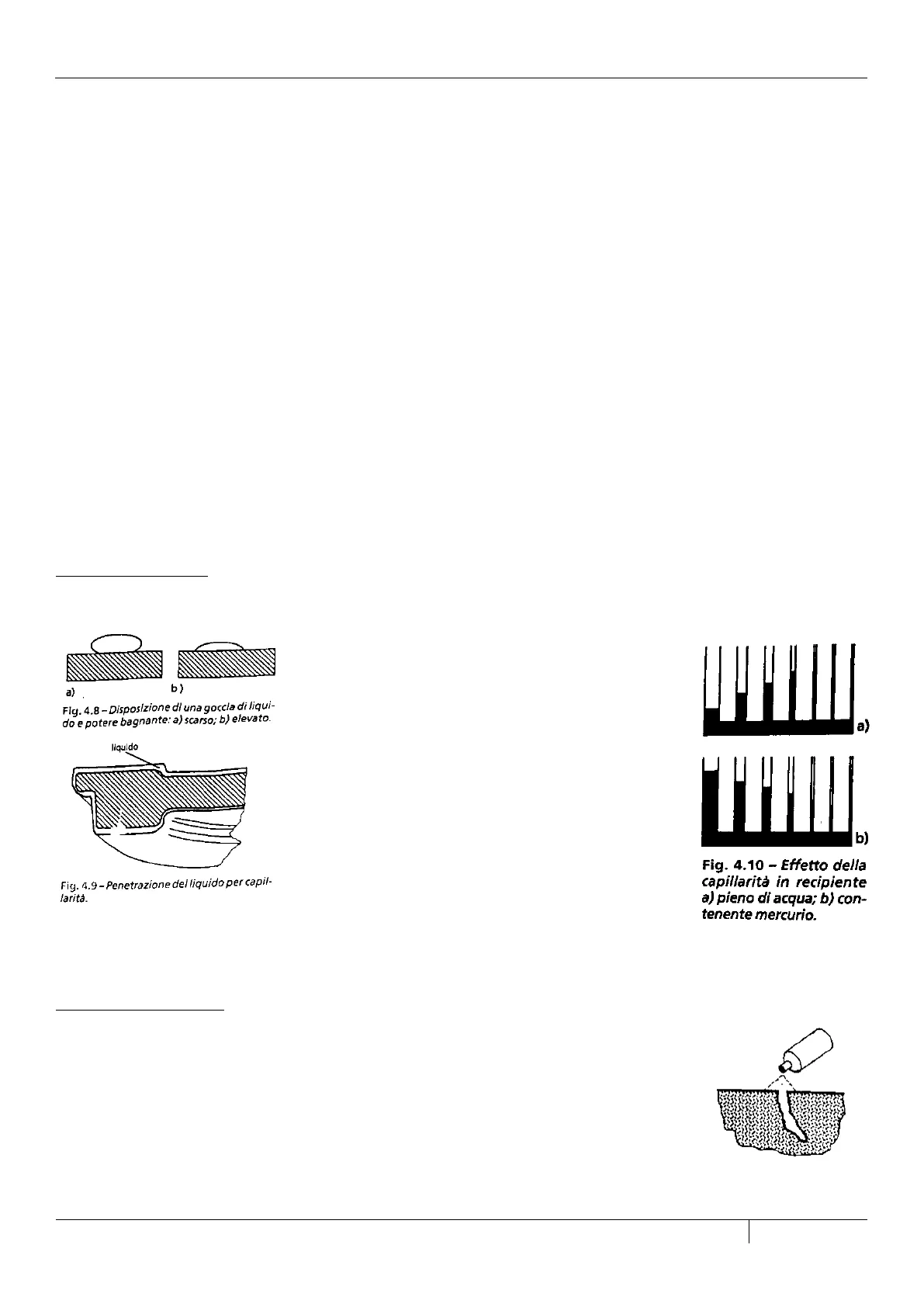
a) b) Fig. 4.8 - Disposizione di una goccia di liqui- do e potere bagnante: a) scarso; b) elevato.
- capacità dei liquidi di stendersi completamente alla superficie su cui vengono versati - scarso nel caso a) ed elevato nel caso b);
- capacità di penetrare all'Interno dei meati, anche piccolissimi, che costituiscono discontinuità superficiali.
Il liquido penetra per capillarità (e non per gravità) nel difetto che si aprono sulla superficie del pezzo e viene trattenuto anche quando il pezzo viene sottoposto a lavaggio ed essiccazione.
b) Se le forze di adesione sono piccole rispetto a quelle Fig. 4.10 - Effetto della capillarità in recipiente a) pieno di acqua; b) con- tenente mercurio. Fig. 4.9 - Penetrazione del liquido per capil- larità. di coesione (per esempio, mercurio in vetro), il livello del fluido in un sistema di vasi capillari comunicanti tende a decrescere al diminuire della sezione dei vasi. Il fenomeno della capillarità avviene se il liquido bagna le pareti del tubo, ovvero quando le forze di adesione sono grandi rispetto a quelle di coesione.
Esecuzione della prova
- Pulizia della superficie da esaminare. Prima dell'applicazione del liquido penetrante, la superficie deve essere liberata da sabbia, scaglie, ruggine, vernice, oli, grassi ecc .; se si tratta di saldature, queste devono essere liberate anche da scorie e ossidi. A tal proposito si utilizzano prodotti sgrassanti. Se ho degli ossidi sopra una cricca e non sgrasso, il liquido penetrante non entrerà mai nella fessura. Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi Pag. 2 di 19 liquido
- Applicazione del liquido penetrante. Può essere effettuata in vari modi (per immersione, con pennello, a spruzzo). I liquidi penetranti possono essere:
- a contrasto di colore: generalmente rossi, osservati con la luce normale
- fluorescenti: osservabili con luce ultravioletta
- Tempo di penetrazione. Tutti I sistemi di applicazione richiedono un certo lasso di tempo per la penetrazione completa (10-30 minuti); periodi troppo brevi possono non risultare sufficienti per permettere al penetratore di entrare nei difetti più sottili, mentre eccessivamente lunghi possono portare all'essiccazione del penetratore.
- Eliminazione del liquido eccedente. L'asportazione si effettua fondamentalmente in due modi:
- per scolatura
- per lavaggio in getti d'acqua tiepida.
- Applicazione del rilevatore: un apposito rilevatore liquido o in polvere viene poi cosparso sulla superficie in esame in modo che il liquido penetrante venga assorbito dallo strato del rilevatore con cui è a contatto, apparendo in superficie e denunciando così la presenza dei difetti. Il liquido penetrante è dotato di un notevole contrasto ottico rispetto al rivelatore con cui è a contatto e può essere apprezzato anche in piccole tracce sulla superficie in esame. Il contrasto di colore con un penetratore rosso o fluorescente è generalmente effettuato con un rilevatore bianco. I rilevatori possono essere: a secco o umidi.
- Permanenza: si attende il tempo necessario perché il liquido penetrante affiori, contrastando cromaticamente con il rivelatore.
- Esame dei risultati: può essere effettuato mediante:
- luce bianca: viene impiegata con i liquidi colorati, osservando in ambiente luminoso il contrasto di colore del penetrante col fondo bianco del rilevatore;
- luce nera: impiegata per i liquidi fosforescenti in camera oscura, si basa sull'utilizzo della lampada di Wood; per mezzo di tale luce si rende evidente il liquido penetrante presente nelle fessurazioni.
- possono essere testati quasi tutti I materiali, sia metallici sia non metallici;
- possono essere ispezionati velocemente anche pezzi di grandi dimensioni e con costi molto contenuti;
- possono essere provati anche pezzi di forma complessa; Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi Pag. 3 di 19Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi
- i difetti sono Indicati direttamente sul pezzo (non è così con la prova ad ultrasuoni);
- non è necessario trasportare i pezzi in laboratorio e le prove possono essere condotte in qualunque luogo utilizzando bombolette spray;
- possono essere visualizzati solo difetti superficiali o comunque in contatto con la superficie esterna (non si possono trovare difetti subsuperficiali);
- i materiali da provare non devono essere porosi;
- la pulizia che precede il trattamento deve essere molto accurata;
- la finitura superficiale e la rugosità possono influenzare significativamente la sensibilità del test;
- non è possibile rivelare difetti molto grandi, che siano accessibili anche all'acqua e che quindi non trattengano il penetrante;
- l'interpretazione dei risultati lascia un certo margine alla soggettività e all'esperienza interpretativa dell'operatore.
esame con luce bianca 11 esame con luce nera Il metodo è molto sensibile alla presenza anche di piccole discontinuità superficiali
Gli aspetti negativi di questa tecnica consistono invece nel fatto che:
Magnetoscopia
Il metodo magnetoscopico ha lo scopo di evidenziare discontinuità del materiale Linee di forza magnetiche attorno a una corrente rettilinea. poste in superficie o poco al di sotto di essa, per esempio difetti di fusione, cricche, inclusioni, corrosione e così via. Questo tipo di esame sfrutta le perturbazioni che difetti interni o superficiali provocano in un campo magnetico indotto nel pezzo da controllare e può essere effettuato su materiali ferromagnetici, quindi sul ferro e le sue leghe, a esclusione di Linee di forza magnetiche B dovute a una bobina. quelle che presentano struttura austenitica che non è magnetica (per B esempio, gli acciai inossidabili austenitici non possono essere sottoposti a questa prova). Un campo magnetico può avere linee di flusso longitudinali o trasversali. Se la corrente è continua il modulo del campo magnetico indotto non varia nel tempo. Se è alternata il modulo varia e si creano delle forze elettromotrici indotte che si oppongono al passaggio della corrente che viene dal generatore. Questo fenomeno si chiama autoinduzione ed è alla base dell'effetto pelle che sarà descritto poi.
campo magnetico bobina Fig. 4.21 - Campo magnetico lon- gitudinale generato da una bobina attraversata da corrente elettrica. campo magnetico Fig. 4.22 - Campo magnetico circolare generato da una corrente elettrica che attraversa un conduttore. Generalmente le linee di flusso, che rappresentano l'intensità locale del campo magnetico, attraversano l'acciaio in modo uniforme anche presso le superfici esterne: quando queste incontrano una discontinuità, quale per esempio una microcricca, la cavità o un'inclusione che presentano una permeabilità magnetica Appunti ed esercizi di tecnologia - Prove non distruttive rev. 5 - 05/02/2024 - Mauro Zovi Pag. 4 di 19
Non hai trovato quello che cercavi?
Esplora altri argomenti nella Algor library o crea direttamente i tuoi materiali con l’AI.
